

























Даже небольшие проблемы в вашей печи для пайки могут привести к дорогостоящим ошибкам и замедлению производства. Вы можете столкнуться с такими проблемами, как образование «надгробий», бугорки припоя, обесцвечивание остатков, пустоты, грапинг и «голова в подушке» при пайке переплавлением. Эти проблемы чаще возникают при бессвинцовой сборке. Это связано с тем, что при ней используются более высокие температуры и меньшие количества паяльной пасты.
Надежные печи помогают избежать холодных паяных соединений, неправильного выравнивания печатных плат и дорогостоящих исправлений. Хороший контроль процесса, тщательная проверка и разумный выбор конструкции помогают снизить количество таких неисправностей.
| Fault Type | Impact on Production |
| —————— | ———————- |
| Blower Fan Failure | Uneven heating, rework |
| Heater Failure | Incomplete soldering |
| Conveyor Drift | Misalignment, defects |
Основные выводы
- Держите печь для пайки в чистоте. Ухаживайте за ней регулярно. Это поможет предотвратить неравномерный нагрев. Также это поможет предотвратить образование холодных паяных соединений.
- Часто проверяйте нагреватели, вентиляторы и датчики температуры. Убедитесь, что они работают правильно. Это помогает поддерживать стабильное и равномерное нагревание.
- Часы скорость и выравнивание конвейера. Это предотвращает неправильное перемещение деталей. Также помогает избежать проблем при пайке.
- Выберите подходящую паяльную пасту. Храните ее надлежащим образом. Проверяйте, не испортилась ли она. Это поможет избежать слабых соединений и плохого смачивания.
- Проектируйте печатные платы с сбалансированными размерами контактных площадок. Оставляйте достаточно места между контактными площадками. Это поможет предотвратить появление «надгробий» и паяных мостиков.
- Установите правильный температурный профиль для вашей печи. Внимательно следите за процессом. Это поможет сделать прочные и надежные паяные соединения.
- Проверяйте свои платы с помощью инструментов SPI, AOI и рентгеновского оборудования. Это помогает выявлять дефекты на ранней стадии. Кроме того, это способствует улучшению контроля качества.
- Обучите своих сотрудников очистке и калибровке. Покажите им, как обнаруживать неисправности. Это обеспечит бесперебойность и эффективность процесса пайки.
Неравномерный нагрев

Неравномерный нагрев — это проблема, которая часто возникает в печах для пайки. Если печь не нагревает все детали одинаково, могут возникнуть такие дефекты, как «надгробные камни» или холодные паяные соединения. Также может произойти плохое смачивание. Эти проблемы ослабляют соединения и снижают надежность печатных плат. При пайке оплавлением даже небольшое изменение температуры по всей плате может вызвать серьезные проблемы.
Причины
Проблемы с обогревателем
Проблемы с нагревателями являются основной причиной неравномерного нагрева. Если один или несколько нагревателей перестают работать должным образом, некоторые части духовки не нагреваются достаточно. Вы можете заметить, что некоторые зоны нагреваются быстрее или медленнее, чем другие. Если изоляция, например стекловата, изнашивается, тепло может уходить. Это приводит к тому, что некоторые области, особенно у краев или в верхней части, становятся более холодными, чем должны быть.
Проблемы с воздушным потоком
Воздушный поток важен для распределения тепла внутри печи. Вентиляторы и нагнетатели перемещают горячий воздух по камере. Если вентилятор замедляется, блокируется или останавливается, могут образоваться холодные зоны. Загрязнение сопел также может блокировать воздушный поток и снижать нагрев. Форма и расположение печатных плат и компонентов влияют на движение воздуха. Платы с необычной формой или большими деталями, такими как BGA, могут нагреваться неравномерно.. Краевые эффекты на прямоугольных или дискообразных досках могут усугубить эту проблему.
Совет: Тщательная проработка схемы и размещения компонентов помогает предотвратить неравномерный нагрев. Старайтесь не размещать крупные детали вблизи краев печатной платы.
Устранение неполадок
Проверьте обогреватели
Начните с проверки каждой зоны нагревателя. Ищите признаки того, что нагреватель не работает должным образом. Используйте термопары, чтобы проверить температуру в разных зонах и сравнить их. Если вы обнаружили проблему, устраните ее или замените неисправный нагреватель. Проверьте изоляцию на наличие повреждений или износа. Хорошая изоляция удерживает тепло внутри и помогает поддерживать стабильную температуру.
Проверить вентиляторы
Затем проверьте все вентиляторы и нагнетатели. Убедитесь, что они легко вращаются и на них нет пыли или остатков. Очистите загрязненные сопла, чтобы обеспечить свободный поток воздуха.. Измените скорость или положение вентилятора, если вам нужно улучшить циркуляцию воздуха. Используйте сетчатый ремень или краевой конвейер, чтобы воздух мог циркулировать вокруг печатной платы. Это поможет теплу достичь всех частей платы.
- Часто очищайте духовку, чтобы удалить флюс и остатки.
- Следите за процессом с помощью контрольных диаграмм или SPC, чтобы своевременно обнаруживать изменения температуры.
- Используйте системы AOI для обнаружения дефектов, вызванных неравномерным нагревом.
Если после выполнения этих шагов проблема не устранена, обратитесь за помощью к производителю вашей духовки.
Проблемы с конвейером
Проблемы с конвейером в вашем печь для расплавления может вызвать серьезные проблемы. Если конвейер не работает должным образом, платы могут не нагреваться как следует. Плата также может смещаться с места. Это может привести к проблемам с пайкой, несовпадению деталей или даже поломке деталей. Эти проблемы замедляют работу и увеличивают затраты.
| Conveyor Issue | Impact on PCB Quality | Prevention Measures |
| —————————– | ————————————————————————————————————————————————————————– | ———————————————————————- |
| Chain speed deviation | – Bad heating can cause cold solder joints, cracked tin, or broken parts– Short circuits– Parts can break– Slow speed makes dull solder joints– Fast speed can shock parts | – Check conveyor speed often– Watch the chain speed all the time |
| Mechanical wear of components | – Boards move unevenly and get too much or too little heat– Soldering problems– Boards do not line up– Parts can move or fall off– Work gets delayed | – Check parts often and change old ones– Watch for shaking with alarms |
Причины
Неправильное расположение ремня
Иногда конвейерная лента движется в неправильном направлении или зажимает доски. Это происходит, если рельсы слишком тугие или неровные. Это также может быть вызвано погнутыми рельсами, старыми подшипниками и неисправными натяжными роликами. Если ремень застревает или вибрирует, доски могут погнуться или сместиться. Вибрация от пола или других машин может усугубить ситуацию.
- Рельсы, которые сдавливают или изгибают доски
- Искривленные или неровные рельсы
- Старые подшипники и ролики
- Конвейер трясется или останавливается
Проблемы с двигателем
Проблемы с двигателем могут привести к остановке конвейера или к его слишком быстрой или слишком медленной работе. Если двигатель теряет мощность или перегорает предохранитель, лента может остановиться. Неисправные регуляторы, поврежденные провода или неисправный аналоговый выход могут вызвать срабатывание сигнализации или замедлить работу. Застрявшая цепь или сетчатая лента также могут остановить движение.
- Сломанный или неисправный контакт регулятора
- Повреждение двигателя или слабая мощность
- Перегорел предохранитель в цепи
- Приводная цепь соскочила или застряла
- Цепной или сетчатый ремень заблокирован
Устранение неполадок
Регулировка ремня
Чтобы исправить неровность ремня, проверьте направляющие и выровняйте их. Очистите направляющую и удалите с нее пыль. Если ремень ослаблен или вибрирует, переместите натяжной ролик, чтобы исправить это. Каждые два месяца смазывайте приводную цепь специальным маслом.. Проверьте движущиеся части на наличие слабых мест или странных шумов.
Совет: Не останавливайте конвейерную ленту, когда печь горячая. Подождите, пока она остынет, чтобы лента не изнашивалась быстро.
Сервисный мотор
Если ремень не движется, сначала проверьте двигатель и провода. Замените перегоревшие предохранители и проверьте цепь. Посмотрите, не соскочила ли или не застряла ли приводная цепь. Если вы видите сигнал низкой скорости, проверьте регулятор и аналоговый выход. Если скорость нестабильна или ремень вибрирует, смажьте цепь и приводные детали. Замените все сломанные датчики или муфты. При необходимости отремонтируйте или замените регулятор.
- Ежедневно очищайте внешнюю поверхность машины и убирайте мусор.
- Следите за скоростью конвейера и постоянно встряхивайте.
- Часто проверяйте детали и меняйте старые.
Вы можете предотвратить большинство проблем с конвейером, поддерживая печь в чистоте и хорошем состоянии. Частое проверка и наблюдение помогают выявить проблемы на ранней стадии. Это позволяет обеспечить бесперебойную работу печи для монтажа печатных плат.
Температурный профиль
Правильный температурный профиль очень важен для качественной пайки оплавлением. Если вы используете неправильный профиль или ваши датчики неисправны, могут возникнуть такие проблемы, как холодные паяные соединения, «надгробные камни» и образование шариков припоя. Каждый этап процесса пайки оплавлением требует тщательного контроля. Вы должны проверять температуру на каждом этапе, чтобы убедиться, что паяные соединения остаются прочными и работают хорошо.
Причины
Ошибки датчика
Датчики проверяют температуру внутри ваша духовка. Если датчик сломается или выдаст неверные показания, ваша печь может перегреться или переохладиться. Это может привести к неравномерному нагреву печатной платы. Вы можете заметить смещение деталей, образование перемычек между контактами или недостаточное количество припоя. Иногда старый припой или плохое крепление термопары дают неверные данные. Каптон-лента сама по себе плохо удерживает термопары при нагревании. Вам понадобится высокотемпературный припой или проводящая эпоксидная смола чтобы получить хорошие показания.
Настройки профиля
Настройки профиля контролируют скорость и интенсивность нагрева и охлаждения досок в печи. Если вы установите слишком высокая скорость нарастания или слишком короткое время выдержки, могут возникнуть термический шок и холодные соединения. Слишком высокая температура может повредить детали или привести к образованию дополнительных пустот. Недостаточная температура не позволяет припою расплавиться. Такие факторы, как загрузка печи, вытяжка или ошибки, также могут изменить ваш профиль.
В таблице ниже показано, как каждая часть температурного профиля влияет на качество паяного соединения:
| Reflow Stage | Temperature Range & Ramp Rate | Impact of Deviations on Solder Joint Quality & Defects |
| ———— | ————————————- | —————————————————————————————————————————————————————————————————- |
| Preheat | 50–150°C, ramp rate 1–3°C/sec | Controls solvent evaporation and flux activation; improper ramping can cause solder balling |
| Soak | 150–180°C, duration 60–120s | Ensures uniform heating and oxide removal; poor soak leads to cold joints and voids |
| Reflow | 217–245°C, time above liquidus 30–90s | Critical for solder melting and joint consolidation; Отклонение на 10 °C увеличивает скорость образования пустот на 15%. |
| Cooling | 245–50°C, cooling rate -2 to -4°C/sec | Controls solder solidification and grain structure; improper cooling increases IMC thickness by 30%, reducing reliability |
Примечание: Хороший тепловой контроль может снизить количество дефектов до 80% и помочь вам получить выход с первого прохода 99,5%.
Устранение неполадок
Калибровка датчиков
Вы должны часто проверять датчики. Используйте термопары или инструменты для профилирования, чтобы измерить реальную температуру на печатной плате. Удалите старый припой перед использованием высокотемпературного припоя или проводящей эпоксидной смолы. Это поможет вам получить правильные показатели. Используйте ленту Kapton только для фиксации проводов после подключения термопары. Очистите печь и трубы от флюса. Это предотвращает неправильные показания и обеспечивает нормальную работу духовки.
Настроить профиль
Измените свой профиль в соответствии с вашей платой и паяльной пастой. Установите скорость нагрева и время выдержки для ваших деталей. Для сложных плат используйте профиль «рамп-соак-спайк». Это способствует распределению тепла и уменьшает количество пустот. Для BGA профиль «рамп-ту-спайк» может помочь остановить дефекты головы на подушке. Внимательно следите за временем выше температуры ликвидуса и пиковой температурой. Используйте AOI и рентген для поиска дефектов. Измените профиль, если обнаружите проблемы.
Выполните следующие шаги, чтобы поддерживать правильный температурный профиль:
- Измеряйте температуру печатных плат с помощью инструментов профилирования, а не только настройки духовки.
- Настройте зоны замачивания и предварительного нагрева для равномерного нагрева.
- Установите температуру выше температуры ликвидуса и пиковой температуры для вашей паяльной пасты.
- При настройке времени учитывайте тепловую массу вашей печатной платы.
- Проверяйте и изменяйте профили на основе того, что вы видите.
- Контролируйте скорость охлаждения для прочных паяных соединений.
- Соблюдайте правила производителя в отношении температурных ограничений.
Совет: Проверяйте профиль духовки не реже одного раза в неделю. или после того, как вы исправите это. Наблюдение в режиме реального времени помогает выявить проблемы на ранней стадии.
Паяльные соединения

Соединение припоем происходит, когда припой соединяет контактные площадки, которые не должны соприкасаться. Это приводит к короткому замыканию и может повредить печатную плату. Часто это можно увидеть после пайка оплавлением с деталями с мелким шагом.
Причины
Избыток пасты
Использование слишком большого количества паяльной пасты является основной причиной образования мостиков. Если нанести лишнюю пасту, она может растечься и соединить контактные площадки. Это происходит, если трафарет толстый или отверстия слишком большие. Плохой контроль количества пасты или использование старой пасты также могут вызвать проблемы.
Толщина трафарета
Толщина трафарета определяет количество паяльной пасты, наносимой на каждую площадку. Толстый трафарет наносит слишком много пасты. Большие или кривые отверстия в трафарете позволяют пасте попадать туда, куда не следует. Тонкие трафареты, около 0,1–0,15 мм, помогают предотвратить образование мостиков для мелких деталей.
Конструкция подушки
Конструкция контактных площадок важна для предотвращения образования паяных мостиков. Слишком близко расположенные или неправильно сформированные контактные площадки могут задерживать припой. Переходные отверстия на контактных площадках или отсутствующая паяльная маска между контактами припой растекается и образует мостики. Грязные или ржавые контакты также мешают припою правильно прилипать.
Совет: Перед нанесением паяльной пасты всегда очищайте печатную плату и проверяйте ее на наличие пыли, масла или старого флюса.
Основные причины образования паяных мостиков включают:
- Неправильный дизайн контактных площадок печатной платы (подушки слишком близко, неровности или переходные отверстия на контактных площадках)
- Неправильный или кривой дизайн трафарета
- Слишком много или слишком мало паяльной пасты
- Плохая или старая паяльная паста
- Грязная печатная плата (пыль, вода, масло или остатки флюса)
- Неправильно температурный профиль для доводки
Устранение неполадок
Контроль объема пасты
Вы можете предотвратить перемычки, используя нужное количество паяльной пасты. Выберите трафарет, толщина которого подходит для ваших деталей. Для деталей с мелким шагом используйте трафарет толщиной 0,1–0,15 мм. Убедитесь, что отверстия в трафарете имеют размер примерно 80–90% размер подушки. Используйте инструменты проверки, чтобы проверить количество пасты и место ее нанесения.
Оптимизировать трафарет
Проверьте дизайн трафарета и убедитесь, что он правильно выровнен. Отверстия должны соответствовать размеру и форме контактной площадки. Закругленные отверстия помогают предотвратить скопление припоя в углах. Выровняйте трафарет перед печатью. Часто очищайте трафарет, чтобы паста не скапливалась.
Обзор дизайна
Посмотрите на схему печатной платы и попытайтесь увеличить расстояние между контактными площадками. Добавьте паяльную маску между контактными площадками, чтобы предотвратить растекание припоя. Используйте формы контактных площадок, которые помогают припою попасть в нужное место. Выбирайте такие покрытия, как ENIG или Immersion Tin, для лучшего смачивания припоем.
| Troubleshooting Area | What You Should Do |
| ——————– | ————————————————————————————————————————– |
| Solder Paste Volume | Use the right stencil thickness and hole size; check paste spots |
| Stencil Design | Line up the stencil; use rounded holes; clean the stencil often |
| Pad & Circuit Layout | Make pads farther apart; add solder mask; use good pad shapes |
| Reflow Profile | Heat slowly; do not use too high peak heat |
| Inspection | Используйте AOI или рентген для раннего обнаружения мостов |
Примечание: Системы AOI и рентгеновские системы помогают быстро находить паяные мостики. Их раннее обнаружение экономит время и сокращает затраты на исправление.
Если вы будете выполнять эти действия, вы сможете предотвратить большинство случаев образования паяных мостиков. Хороший контроль, продуманный дизайн и регулярные проверки позволяют обеспечить безопасность и исправную работу ваших печатных плат.
Томбстоунинг
Томбстонинг — это проблема, с которой вы можете столкнуться при пайке переплавлением. Она часто возникает при мелкие детали, такие как микросхемы, резисторы и конденсаторы. Один конец детали приподнимается и стоит прямо, как надгробная плита. Это может привести к разрыву цепи и нарушить работу печатной платы.
Причины
Неравномерный нагрев
Неравномерный нагрев является основной причиной образования «гробных камней». Если обе площадки не нагреваются одинаково, одна из них плавится первой. Это приводит к подъему детали с одной стороны. Такое явление можно наблюдать, если печь нагревается неравномерно или конструкция печатной платы приводит к более сильному нагреву одной из площадок. Причиной этого явления также могут быть радиаторы, расположенные рядом с площадкой, или разная ширина дорожек.
- Силы смачивания не уравновешены с обеих сторон.
- Подушки нагреваются в разное время и при разной температуре.
- Быстрый нагрев или плохой тепловой контроль могут ухудшить ситуацию.
Если вы часто видите «тэмбстоунинг», проверьте свой температурный профиль печи. Убедитесь, что обе накладки нагреваются с одинаковой скоростью.
Размер подушки
Конструкция подложки имеет важное значение для предотвращения «гробного эффекта». Если подложки имеют разный размер или форму, припой плавится в разное время. Большие или неровные подложки облегчают опрокидывание детали. Неравномерное нанесение паяльной пасты также может вызвать проблемы. Мелкие или нестандартной формы детали более подвержены «гробному эффекту».
- Подушки слишком большие или разного размера.
- Расположение подушек неравномерно с обеих сторон.
- Отверстия в трафарете не очень хорошо спроектированы.
Устранение неполадок
Баланс отопления
Вы можете предотвратить появление «надгробий», нагревая обе колодки одинаково. Установите профиль переплавки нагревать медленно и поддерживать постоянную температуру. Используйте термоинструменты для поиска горячих или холодных точек. Очистите печь и печатные платы, чтобы предотвратить окисление, которое может замедлить плавление с одной стороны. Выберите припои, такие как SAC305, которые плавятся в более широком диапазоне температур.
| Troubleshooting Step | What You Should Do |
| ——————– | ————————————— |
| Profile Adjustment | Heat up slowly and soak evenly |
| Oven Calibration | Use tools to check the oven temperature |
| Alloy Selection | Use solder that melts over a wide range |
| PCB Cleaning | Clean off dirt and oxidation |
Совет: Часто калибруйте духовку и используйте SPC следить за температурой и количеством паяльной пасты.
Настройка дизайна подушки
Проверьте конструкцию контактных площадок печатной платы и сделайте обе площадки одинакового размера и формы. Соблюдайте правила IPC по размерам контактных площадок. Убедитесь, что трафарет наносит одинаковое количество пасты на обе площадки. Используйте качественную паяльную пасту, которая хорошо растекается. Аккуратно размещайте детали и применяйте правильное давление.
- Сделайте размер подушки и одинаковое расстояние с обеих сторон.
- Равномерно нанесите паяльную пасту с помощью качественного трафарета.
- Используйте паяльную пасту, которая не будет слишком густой или слишком жидкой.
- Чистые печатные платы и детали прежде чем начать.
Вы можете использовать AOI и рентген для раннего обнаружения «гробниц». Научите свою команду быстро находить и устранять проблемы. Если «гробницы» продолжают появляться, попробуйте клей типа Chipbonder удерживать детали во время переплавки.
Примечание: Томбстонинг чаще всего происходит с небольшими пассивными деталями. При использовании мелких деталей следует уделять еще больше внимания конструкции контактных площадок и нагреву.
Соединения холодной пайкой
Холодные паяные соединения возникают, когда припой не плавится полностью.. Эти соединения выглядят шероховатыми, серыми и не блестящими. Они легко ломаются и плохо удерживают детали. Если не контролировать процесс, холодные паяные соединения могут возникать довольно часто. Эти слабые места могут привести к выходу печатной платы из строя, если она подвергается вибрации, нагревается или охлаждается. Чтобы избежать этой проблемы, необходимо следить за температурой и настройками.
Причины
Низкая температура
Низкая температура является основной причиной холодных паяных соединений.. Если печь недостаточно нагрета, припой становится мягким, но не растекается. Крупные детали или контактные площадки могут отводить тепло и слишком охлаждать детали. Это мешает припою прочно скрепить детали. Вы можете увидеть неровные или шероховатые соединения. Иногда печь пропускает предварительный нагрев или нагревает неравномерно. Если оборудование настроено неправильно, температура может сильно колебаться.
- Детали и накладки не нагреваются достаточно, чтобы припой расплавился.
- Припой становится мягким, но плохо течет
- Неправильные этапы нагрева, например, отсутствие предварительного нагрева или неравномерный нагрев
- Проблемы с оборудованием или неправильные настройки могут привести к неправильному отображению температуры.
Плохое смачивание
Плохое смачивание означает, что припой не прилипает к контактным площадкам или выводам. Грязь, масло или ржавчина могут препятствовать прилипанию припоя. Старая паяльная паста не течет и плохо прилипает. Если флюс не работает из-за низкой температуры или из-за того, что он старый, он не может очистить ржавчину. Слишком высокая влажность воздуха или пыль также могут привести к образованию холодных паяных соединений.
- Ржавые контакты или провода препятствуют прилипанию припоя
- Флюс не работает из-за недостаточного нагрева или из-за того, что он старый.
- Грязь, масло или ржавчина на поверхности
- Старая или некачественная паяльная паста
- Паяльная паста становится слишком густой или слишком жидкой из-за влажного воздуха
Устранение неполадок
Повышение температуры
Вы можете исправить холодные паяные соединения, сделав печь более горячей. Установите максимальную температуру как минимум на 15 °C выше температуры плавления припоя.. Поддерживайте эту температуру более 45 секунд, чтобы припой полностью расплавился. Проверьте настройки печи, чтобы убедиться, что они правильные. Не используйте слишком сильный предварительный нагрев или слишком высокую температуру, иначе флюс не будет работать. Следите за скоростью охлаждения платы, чтобы она не остывала слишком медленно.
Совет: Используйте инструмент для профилирования, чтобы проверить реальную температуру печи, а не только показания термометра.
Проверка качества пасты
Всегда используйте новую паяльную пасту. Выбрасывайте старую или испорченную пасту и используйте свежую. Храните пасту в прохладном, сухом месте, чтобы она оставалась в хорошем состоянии. Убедитесь, что трафарет наносит на плату нужное количество пасты. Перед началом работы очистите контакты и выводы, чтобы удалить грязь и ржавчину. Используйте достаточное количество флюса, чтобы пайка хорошо прилипала. Следите за влажностью воздуха, чтобы паста не испортилась.
Рекомендуемые действия по устранению неполадок:
- Изменить настройки духовки чтобы соответствовать тому, что говорит производитель.
- Установите верхнюю температуру на 15 °C выше температуры плавления припоя и поддерживайте ее в течение 45 секунд.
- Используйте новую паяльную пасту и выбросьте старую.
- Не используйте слишком сильный подогрев, иначе флюс перестанет работать.
- Убедитесь, что плата охлаждается с нужной скоростью.
| Troubleshooting Step | What You Should Do |
| ———————— | ————————————————— |
| Oven Profile Adjustment | Set the right top heat and hold time |
| Solder Paste Quality | Use the new paste and store it in a cool, dry place |
| Cleaning and Preparation | Clean pads and leads before you start |
| Flux Usage | Use enough flux and do not overheat |
| Environmental Control | Watch for too much water and dust in the air |
Холодные паяные соединения ослабляют печатную плату и могут привести к ее поломке. Вы можете предотвратить это, используя правильное нагревание, качественные материалы и соблюдая чистоту. Часто проверяйте процесс и вносите изменения, чтобы каждый раз изготавливать прочные платы.
Взрывные отверстия и пустоты
Вздутия и пустоты — это проблемы, которые могут возникнуть при пайке оплавлением. Они выглядят как крошечные отверстия или пустые места внутри паяных соединений. Часто их можно найти в деталях BGA и на перегруженных платах. Если их не устранить, печатная плата может ослабнуть и перестать нормально работать.
Причины
Запертый газ
Во время переплавки газ может застрять внутри паяного соединения. Когда паяльная паста нагревается, из нее выделяется газ из флюса и других веществ. Если печь не выпускает этот газ, образуются пузырьки. Эти пузырьки превращаются в пустоты или пузыри. Вы можете увидеть больше застрявшего газа, если используете паяльную пасту со слишком большим количеством флюса или нагреваете ее слишком быстро.
Влажность
Влажность — еще одна важная причина образования пузырей. Если внутри печатной платы или ее компонентов находится вода, при нагревании она превращается в пар. Пар проникает через припой и образует пузыри. Влажность может появиться из-за неправильного хранения или несухих плат. Если пропустить предварительную обжига, пузырей может образоваться больше.
Совет: Всегда храните печатные платы и детали в сухом месте. Используйте герметичные пакеты или сухие шкафы, чтобы защитить их от попадания воды.
| Defect Type | Common Causes | Recommended Fixes |
| ————————- | ——————————————————————— | —————————————————————- |
| Blowholes (Pinhole Voids) | – Moisture in PCB or parts– Bad flux activation– Too much solder heat | – Pre-bake boards/parts– Control the flux amount– Heat up slowly |
| Voids | – Gas trapped by flux– Paste slump or gas forms– Big stencil holes | – Use vacuum reflow– Use less paste– Control heating speed |
Устранение неполадок
Сухие печатные платы
Вы можете уменьшить количество пузырьков, высушив печатные платы перед пайкой. Предварительно прогрейте платы и детали при нужной температуре. Этот шаг удаляет воду и помогает предотвратить образование пара. Храните паяльную пасту в прохладном, сухом месте и используйте ее до того, как она испортится.
Оптимизировать профиль
Тщательно настройте профиль печи. Используйте медленный режим предварительного нагрева, чтобы запустить поток и выпустить газ. Отрегулируйте время выдержки, чтобы паяльная паста плавилась равномерно. Не нагревайте слишком быстро, иначе вы задержите больше газа. Для сложных плат используйте вакуумные печи для пайки. Эти печи удаляют скопившийся газ и сокращают количество пустот до менее чем 10%.
Вот шаги, которые вы можете выполнить, чтобы уменьшить количество пустот и отверстий:
- Предварительно нагрейте печатную плату в течение времени, достаточного для начала действия флюса и выхода газа..
- Храните паяльную пасту и платы в сухом месте, чтобы предотвратить попадание воды.
- Используйте рентген и AOI для обнаружения скрытых пустот и проверки качества.
- Сохраняйте постоянные настройки паяльной пасты и печи для каждой партии.
Рентгеновский контроль помогает обнаружить пустоты внутри паяных соединений. С помощью этого инструмента можно проверить размер и количество пустот, не повредив плату.
Вы также можете попробовать следующие советы по устранению неполадок:
| Troubleshooting Step | Description |
| ———————————————————————————————————– | ——————————————————————– |
| Оптимизация дизайна трафарета | Change the stencil to control the paste amount and use less paste. |
| Use low-voiding solder paste | Pick solder pastes that trap less gas and make fewer voids. |
| Control reflow thermal profile | Change preheat and soak times to help flux work and let the gas out. |
| Employ vacuum reflow ovens | Use a vacuum during reflow to pull out trapped gas and lower voids. |
В отверстиях и пустотах могут появляться 30–40% паяных соединений, в основном в BGA. Эти проблемы ослабляют вашу печатную плату и ухудшают ее работу. Согласно отраслевым правилам, для качественных плат пустоты должны быть меньше 25%. При использовании вакуумной пайки пустоты можно уменьшить до менее 10%. Всегда проверяйте платы с помощью рентгена, чтобы своевременно обнаруживать и устранять эти проблемы. Качественные паяные соединения продлевают срок службы печатных плат и улучшают их работу.
Остаток флюса
Flux residue is a problem you often see after reflow soldering. Even if you use “no-clean” flux, some residue can stay under the parts. This leftover flux can hurt your PCB, especially if it gets stuck in small spaces.
Причины
Несовместимый поток
Иногда вы выбираете флюс, который не подходит для вашей печатной платы или деталей. Некоторые флюсы распределяются более равномерно, что помогает предотвратить деформацию, но оставляет больше остатков. Другие не распределяются так хорошо, что может привести к плохому качеству паяных соединений. химические вещества в расплаве, такие как органические кислоты, амины и галогениды, могут образовывать липкие или вредные пленки. Эти пленки могут впитывать воду и образовывать тонкие влажные слои под деталями. Когда это происходит, может увеличиться ток утечки и снизиться надежность, даже если воздух сухой.
Совет: Важно, как вы проектируете детали. Небольшая высота стоек и близко расположенные штифты задерживают больше остатков флюса, что может привести к увеличению утечек.
Неполный рефлоу
Если ваша печь не нагревается достаточно, флюс не может полностью сгореть или исчезнуть. Это оставляет больше остатков. Низкая высота стоек и большие металлические накладки могут препятствовать выходу газа, удерживая флюс под деталями. Смола или канифоль в составе флюса также могут разлагаться под воздействием тепла и воды, образуя больше ионных остатков. Эти остатки могут вызвать ржавчину и сократить срок службы вашей печатной платы.
Вот таблица, которая показывает, как остатки флюса могут повредить вашу печатную плату:
| Aspect | What Happens | Impact on PCB Reliability |
| —————– | ———————————————— | ——————————————————- |
| Frequency | Flux residue is common, even with no-clean flux. | Residue under parts is normal in most jobs. |
| Chemical Behavior | Acids in flux can make films when it is wet. | These films can cause more leaks and less reliability. |
| Component Design | Short standoff height traps more residue. | More trapped residue means more risk of problems. |
| Flux Choice | Flux that spreads a lot leaves more residue. | More residue can mean more leaks and worse performance. |
Устранение неполадок
Используйте подходящий флюс
Вы можете уменьшить количество остатков флюса, выбрав подходящий флюс для вашей платы и компонентов. Используйте флюс с низким содержанием остатков или не требующий очистки который подходит для вашего процесса. Всегда проверяйте, чтобы ваш флюс соответствовал паяльной пасте и печатной плате. Измените настройки печи, чтобы флюс сгорел и исчез. Установите правильную температуру и время для вашей печи. Это поможет флюсу разложиться и оставить меньше остатков.
- Выберите флюс, подходящий для вашей печатной платы и компонентов.
- Установите температуру и время нагрева в печи в соответствии с требованиями к флюсу.
- Перед использованием нового флюса в реальных условиях работы его необходимо протестировать.
Чистые доски
Если вы все еще видите остатки, вам необходимо очистите ваши доски. Используйте чистящие средства, которые подходят для вашего флюса. Изопропиловый спирт или специальные чистящие средства помогают при использовании флюса на основе канифоли. Для водорастворимого флюса промойте чистой водой и хорошо высушите плату. Ультразвуковая очистка помогает при удалении трудновыводимых пятен. Всегда проверяйте платы после очистки. Используйте AOI, рентген или микроскоп, чтобы найти остатки.
Вот шаги, которые вы можете выполнить, чтобы избавиться от остатков флюса:
- Узнайте, какой тип остатков флюса находится на вашей плате.
- Выберите подходящий способ очистки (растворитель, вода или ультразвук).
- Аккуратно потрите трудновыводимые пятна мягкой щеткой.
- Промойте и полностью высушите доску.
- Проверьте и протестируйте плату, чтобы убедиться, что она чистая.
Частая чистка и проверка плат обеспечивает их бесперебойную работу и предотвращает проблемы, связанные с остатками флюса. Обучение вашей команды правильной чистке и обращению с платами также поможет вам добиться лучших результатов.
Несоосность компонентов
При пайке оплавлением часто возникает смещение компонентов. Иногда детали смещаются, поворачиваются или встают на один конец. Эти проблемы могут привести к повреждению цепей или ослаблению соединений. Если вы хотите, чтобы ваши печатные платы работали исправно, вам необходимо знать, почему возникает смещение и как его устранить.
Причины
Ошибка размещения
Ошибки размещения возникают, когда машина для захвата и размещения помещает детали в неправильное место. Иногда машина опускает детали не по центру или не вдавливает их достаточно глубоко в паяльную пасту. Если сопло загрязнено или система технического зрения не работает правильно, ошибки происходят чаще. Проблемы могут возникнуть и в том случае, если трафарет наносит слишком много или слишком мало пасты на контактные площадки. Когда припой плавится, поверхностное натяжение тянет деталь. Если деталь не вставлена плотно, она может плавать или смещаться.
Некоторые основные причины ошибок при размещении:
- Машина для захвата и размещения не вдавливает деталь достаточно глубоко.
- Сопло или система технического зрения загрязнены или не выровнены.
- Трафарет наносит слишком много или слишком мало паяльной пасты.
- Сайт размеры прокладки и детали не совпадают.
- Детали расположены слишком близко друг к другу, особенно мелкие рядом с крупными.
Если вы видите много не на месте деталей, сначала проверьте настройки машины и печать наклеек.
Вибрация конвейера
Конвейер Вибрация — еще одна важная причина смещения. Если конвейер трясется или движется слишком быстро, детали могут соскользнуть или перевернуться до того, как припой затвердеет. Высокая скорость вентилятора или неравномерный поток воздуха в печи также могут сместить детали с места. Если в печи заблокированы сопла или скорость вентилятора слишком высока, смещение может быть более заметным. Иногда платы ударяются о детали печи или завесы при прохождении через нее.
В таблице приведены распространенные причины и способы устранения несоосности.:
| Cause Category | Description | Root Cause | Suggested Remedy |
| ——————- | ——————————– | ———————————- | ———————————— |
| Conveyor vibration | Parts move during transport | Too much shaking or speed changes | Lower conveyor speed, handle gently |
| Placement errors | Parts not centered or pressed in | Pick-and-place mistakes | Calibrate machine, clean nozzles |
| Solder paste issues | Wrong amount of paste | Stencil or printing mistake | Adjust stencil, control paste amount |
| PCB design | Small parts near big ones | Layout problems | Add space, change PCB design |
| Airflow imbalance | Parts move from the oven air | High blower speed, blocked nozzles | Adjust airflow, clean oven |
Устранение неполадок
Калибровка размещения
Большинство ошибок размещения можно исправить, проверив машину для установки компонентов. Убедитесь, что каждая деталь вставлена наполовину в паяльную пасту. Очистите сопла и проверьте систему технического зрения на наличие пыли или неполадок. Измените программу машины в соответствии с размерами контактных площадок и деталей. Используйте трафарет, который наносит нужное количество пасты. Проверьте конструкцию контактных площадок и расстояние между ними, чтобы сохранить поверхностное натяжение даже при плавлении припоя.
Стабилизация конвейера
Чтобы устранить проблемы с вибрацией, обеспечьте плавную работу конвейера. Снизьте скорость, если детали смещаются. Проверьте, нет ли в конвейере ослабленных деталей или старых подшипников. Очистите сопла печи и установите скорость вентилятора на безопасное значение. Убедитесь, что ничто не касается плат, когда они проходят через печь. Для сложных деталей используйте небольшие клеевые точки, чтобы зафиксировать их на месте перед пайкой.
Вот шаги, которые вы можете выполнить, чтобы уменьшить несоосность:
- Откалибруйте машину для захвата и размещения и проверьте усилие размещения..
- Очистите сопла и системы технического зрения.
- Отрегулируйте дизайн трафарета и количество паяльной пасты.
- Обеспечьте плавную работу конвейера и снизьте вибрацию.
- Сбалансируйте воздушный поток в печи и очистите сопла.
- Используйте клей для деталей, которые легко двигаются.
- Измените компоновку печатной платы и добавьте больше места, если необходимо.
- Проверьте платы после пайки с помощью AOI или рентгена.
Регулярные проверки и небольшие изменения помогают сохранить детали на своих местах. Это делает ваши печатные платы более прочными и надежными.
Проблемы с паяльной пастой
Паяльная паста играет важную роль в качестве сборки печатной платы. Использование старой или неправильно хранившейся пасты может привести к таким дефектам, как плохое смачивание, холодные паяные соединения или даже отсутствие соединений. Необходимо знать, что вызывает проблемы с паяльной пастой и как их устранить.
Причины
Хранение
Паяльную пасту необходимо хранить надлежащим образом. Если оставить пасту на открытом воздухе, она может высохнуть или впитать влагу. Высокие температуры приводят к расслоению или загустению пасты. Хранение пасты в холодильнике замедляет химические изменения. Пасту всегда следует хранить в герметичных контейнерах. При попадании воздуха или воды паста может быстро испортиться.
Совет: Храните паяльную пасту при температуре 2–10 °C в сухом месте. Используйте герметичные банки или тубы, чтобы защитить пасту от воздействия воздуха и влаги.
Срок действия
Паяльная паста имеет срок годности. Если вы используете слишком старую пасту, флюс внутри может не работать должным образом. Старая паста может стать комковатой или высохшей. Это может привести к плохому нанесению, плохому распределению или слабым паяным соединениям. Всегда проверяйте срок годности перед использованием пасты. Если паста выглядит сухой, разделилась или имеет странный запах, не используйте ее.
| Paste Condition | What You See | What Can Go Wrong |
| ————— | ———————- | ————————— |
| Fresh | Smooth, shiny, spreads | Good wetting, strong joints |
| Expired | Dry, lumpy, separates | Poor wetting, weak joints |
| Bad Storage | Thick, crusty, watery | Voids, cold joints, defects |
Устранение неполадок
Проверить вставку
Перед использованием паяльной пасты всегда следует ее проверять. Оцените цвет и текстуру. Свежая паста выглядит гладкой и блестящей. Если вы видите комки или сухие пятна, выбросьте ее. Понюхайте пасту. Если она пахнет кисло или странно, она может быть испорчена. Перемешайте пасту лопаткой. Если она плохо смешивается, не используйте ее.
- Проверяйте срок годности на каждой банке или тубе.
- Обратите внимание на признаки высыхания, расслоения или образования комков.
- Перемешайте пасту и посмотрите, легко ли она распределяется.
Предупреждение: Использование некачественной пасты может привести к дефектам пайки, которые впоследствии будет трудно исправить.
Контрольная среда
Необходимо контролировать условия хранения и использования паяльной пасты. Помещение должно быть прохладным и сухим. Высокая влажность приводит к поглощению пастой воды, что вызывает образование пустот и ухудшает качество соединений. Не оставляйте пасту на открытом воздухе надолго. Извлекайте только то количество, которое необходимо для работы. Неиспользованную пасту сразу же возвращайте в холодильник.
| Environment Factor | What You Should Do | Why It Matters |
| —————— | ——————— | ———————– |
| Temperature | Keep at 2–10°C | Stops paste from drying |
| Humidity | Keep below 60% | Prevents water uptake |
| Air Exposure | Use sealed containers | Stops oxidation |
Вы можете использовать журнал, чтобы отслеживать, когда вы открываете и используете каждую банку пасты. Это поможет вам избежать использования старой или некачественной пасты. Научите свою команду проверять пасту каждый раз перед печатью.
Хорошая паяльная паста обеспечивает прочные и надежные соединения. Если вы контролируете хранение и часто проверяете пасту, вы снижаете риск дефектов и обеспечиваете бесперебойную работу сборки печатных плат.
Впитывание и недостаточное количество припоя
Впитывание и недостаточное количество припоя — это две проблемы, которые могут сделать вашу печатную плату слабой или ненадежной. Если вы видите тонкие, растянутые паяные соединения или места, где недостаточно припоя, возможно, у вас есть эти проблемы. Вам необходимо знать, почему они возникают и как их устранить, чтобы ваши платы оставались прочными и безопасными.
Причины
Конструкция подушки
Pad design plays a big role in solder wicking. If you use pads that are too small or have long traces connected, solder can flow away from the joint. This is called “wicking.” The solder moves along the copper trace instead of staying on the pad. You might see this more with fine-pitch parts or when you use narrow pads. Sometimes, exposed copper or long thermal reliefs can pull solder away from where you need it.
Совет: Перед началом сборки всегда проверяйте размер и форму контактной площадки. Хорошая конструкция контактной площадки помогает припою оставаться на нужном месте.
Низкий объем пасты
Низкий объем пасты означает, что у вас ее недостаточно. паяльная паста на площадке. Если вы используете трафарет с маленькими или заблокированными отверстиями, печатается меньше пасты. Старая или высохшая паяльная паста также может вызвать эту проблему. Когда пасты недостаточно, соединение после переплавки выглядит тонким или неполным. Вы можете увидеть открытые соединения или слабые соединения. Эта проблема часто возникает с маленькими площадками или когда трафарет не очищен должным образом.
Общие признаки низкого объема пасты:
- Паяные соединения выглядят плоскими или тонкими
- Некоторые контакты не имеют паяного соединения
- Компоненты поднимаются или смещаются во время перепайки
Устранение неполадок
Настроить дизайн
Вы можете исправить проблему впитывания, изменив конструкцию контактных площадок. Сделайте контактные площадки достаточно широкими, чтобы они могли удерживать необходимое количество припоя. Используйте паяльную маску между контактными площадками и дорожками, чтобы припой не стекал. Укоротите тепловые выступы или используйте меньшие медные площади, чтобы припой оставался на контактной площадке. Если вы спроектируете печатную плату с правильным размером и расстоянием между контактными площадками, вы снизите риск впитывания.
| Design Change | How It Helps |
| ———————— | —————————— |
| Wider pads | Hold more solder |
| Solder mask between pads | Stops solder from wicking |
| Shorter thermal reliefs | Keep the solder near the joint |
Примечание: Следуйте стандартам IPC по размерам контактных площадок. Это поможет вам получить прочные и надежные паяные соединения.
Увеличить вставку
Если вы видите недостаточное количество припоя, необходимо увеличить объем пасты. Проверьте трафарет на наличие заблокированных или изношенных отверстий. Часто очищайте трафарет, чтобы паста хорошо текла. Используйте более толстый трафарет, если вашим деталям требуется больше припоя. Убедитесь, что вы используете свежую паяльную пасту и храните ее в прохладном, сухом месте. Перед пайкой проверьте печать пасты, чтобы вовремя обнаружить проблемы.
Шаги по увеличению объема пасты:
- Используйте трафарет с толщиной, подходящей для ваших деталей.
- Очищайте трафарет после каждых нескольких оттисков.
- Проверьте срок годности паяльной пасты и условия хранения.
- Проверяйте отложения пасты с помощью инструментов SPI (Solder Paste Inspection, проверка паяльной пасты).
Хорошие паяные соединения начинаются с правильного дизайна и достаточного количества пасты. Если вы будете следовать этим шагам, вы сможете предотвратить ухудшение качества печатной платы из-за впитывания и недостаточного количества припоя.
Дефекты пайки оплавлением
Когда вы используете Пайка оплавлением, вы можете заметить некоторые редкие дефекты. Эти проблемы возникают не всегда, но могут вызвать серьезные неприятности. Вам следует узнать об этих проблемах, чтобы вы могли обнаружить их на ранней стадии. Если вы быстро их заметите, то сможете устранить их до того, как ваша печатная плата будет повреждена.
Распространенные дефекты
Пайка бисером
Свинцовые капли — это мелкие шарики припоя, которые можно увидеть рядом с деталями. Обычно они появляются рядом с чип-резисторами или конденсаторами. Свинцовые капли возникают, когда выдавливается слишком много паяльной пасты. Если печь нагревается слишком быстро, паста может лопнуть и образовать капли. Свинцовые капли могут вызвать короткое замыкание или испортить внешний вид платы.
Как обнаружить капли припоя:
- Крошечные круглые шарики припоя рядом с краями деталей
- Бусины появляются после переплавки, в основном с мелкими деталями.
- Доски с дополнительным наполнителем или быстрым нагревом имеют больше бусин.
Растрескивание компонентов
Растрескивание компонентов происходит, когда детали ломаются во время Пайка оплавлением. Вы можете увидеть трещины в керамических конденсаторах или других слабых деталях. Трещины могут образовываться, если духовка нагревается или остывает слишком быстро. Быстрые изменения температуры создают нагрузку на детали. Если вы используете неправильные детали или детали со скрытыми проблемами, трещины усугубляются.
Признаки растрескивания компонентов:
- Вы видите трещины или сколы на внешней стороне деталей
- Конденсаторы или резисторы выходят из строя после пайки
- Детали не проходят электрические испытания или имеют слишком большую утечку
Устранение неполадок
Оптимизировать профиль
Вы можете предотвратить многие дефекты, если правильная настройка духовки. Нагревайте и охлаждайте печь медленно. Убедитесь, что температура повышается плавно и не вызывает шока для деталей. Для плат с чувствительными деталями используйте профиль «ramp-soak-spike» (постепенное повышение, выдержка, резкое повышение). Проверяйте время нахождения выше температуры ликвидуса и максимальную температуру для каждой партии. Используйте инструменты профилирования для проверки реальной температуры на вашей печатной плате.
Совет: всегда проверяйте настройки духовки на пробной доске, прежде чем запускать большую партию.
Материалы для повторения
Выбирайте детали, которые могут справиться с жара Пайка оплавлением. Используйте компоненты, рассчитанные на максимальную температуру, которую вы используете. Проверьте технические характеристики на предмет тепловых ограничений и выбирайте прочные детали. Храните детали в сухом месте, чтобы они не намокали. Перед использованием осмотрите детали, чтобы вовремя обнаружить трещины или сколы.
| Troubleshooting Step | What You Should Do |
| ——————– | ————————————— |
| Profile Adjustment | Heat and cool slowly, test with samples |
| Material Selection | Use heat-safe parts, check datasheets |
| Inspection | Look for cracks before and after reflow |
| Storage | Keep parts dry and away from water |
Вы можете снизить вероятность пайки и растрескивания, контролируя процесс и выбирая правильные детали. Тщательные проверки и хороший контроль температуры помогут вам создать прочные и надежные печатные платы.
Инспекция и контроль качества
Контроль качества помогает выявить проблемы до того, как они дойдут до ваших клиентов. Вам необходимо проверять каждый этап процесса, чтобы убедиться, что ваши печатные платы работают исправно. Качественный контроль и мониторинг помогут вам избежать дорогостоящих ошибок и обеспечить бесперебойную работу вашей сборочной линии.
Контроль паяльной пасты
Контроль паяльной пасты (SPI) проверяет количество и расположение паяльной пасты на ваших платах. Вы используете машины SPI для сканирования каждой площадки после печати. Эти машины измеряют высоту, площадь и форму пасты. Если вы обнаружите слишком много или слишком мало пасты, вы можете исправить это, прежде чем переходить к следующему шагу.
Почему SPI имеет значение:
- Вы своевременно обнаруживаете ошибки в печати.
- Вы снижаете риск образования паяных мостиков или разрывов в соединениях.
- Вы экономите время и деньги, устраняя проблемы сразу же.
Совет: всегда проверяйте результаты SPI перед началом пайки рефлоу. Этот шаг поможет вам избежать многих распространенных дефектов.
AOI и рентген
Автоматический оптический контроль (AOI) использует камеры для поиска дефектов после пайки. AOI проверяет наличие отсутствующих деталей, неправильное размещение и некачественные паяные соединения. Вы можете настроить AOI для сканирования каждой платы или только образца из каждой партии.
Рентгеновский контроль позволяет увидеть внутреннюю часть паяных соединений. С помощью рентгеновских лучей можно обнаружить скрытые проблемы, такие как пустоты, «голова в подушке» или плохие соединения под BGA. Рентгеновские лучи очень полезны для сложных плат, на которых невозможно увидеть каждое соединение.
| Inspection Method | What It Finds | When To Use It |
| —————– | ——————————————- | —————————- |
| AOI | Missing parts, misalignment, solder bridges | After soldering |
| X-ray | Voids, hidden defects, BGA issues | For complex or hidden joints |
AOI и рентген помогают обнаружить проблемы, которые можно пропустить, осматривая изделие только визуально.
Мониторинг процессов
Вы должны постоянно контролировать процесс. Используйте датчики и программное обеспечение для отслеживания температуры печи, скорости конвейера и влажности. Настройте сигнализацию, которая будет предупреждать вас о неисправностях. Ведите учет данных о процессе, чтобы выявлять тенденции и устранять проблемы до того, как они усугубятся.
Ключевые моменты, которые необходимо отслеживать:
- Профиль температуры печи
- Скорость конвейера и вибрация
- Условия хранения паяльной пасты
Вы можете использовать контрольные диаграммы для отслеживания изменений во времени. Если вы заметили проблему, остановите линию и сразу же устраните ее. Регулярный мониторинг помогает поддерживать стабильность процесса пайки переплавлением и надежность плат.
Хорошая проверка и управление процессом поможет вам создавать прочные высококачественные печатные платы каждый раз.
Техническое обслуживание и профилактика
Поддержание рефловой печи в хорошем состоянии поможет вам избежать многих проблем. Вы можете предотвратить большинство неисправностей, следуя простой процедуре. Вам следует сосредоточиться на очистке, калибровке и обучении персонала. Эти шаги помогут вам обеспечить стабильность процесса и надежность печатных плат.
Регулярная уборка
Внутри печи могут скапливаться пыль, флюс и паяльная паста. Если не удалять грязь, она может заблокировать поток воздуха и привести к неравномерному нагреву. Необходимо часто чистить камеру печи, вентиляторы и конвейер. Для удаления рыхлых частиц используйте мягкую щетку или пылесос. Протирайте поверхности безворсовой тканью. Чистите сопла и фильтры, чтобы обеспечить хорошую циркуляцию воздуха.
Совет: Установите график уборки для вашей команды. Чистите духовку в конце каждой смены или, по крайней мере, раз в неделю.
Чистая духовка помогает добиться лучших результатов в Пайка оплавлением. Вы снижаете риск образования холодных паяных соединений и других дефектов. Вы также продлеваете срок службы вашего оборудования.
Калибровка
Калибровка печи гарантирует точность показаний температуры. Необходимо ежемесячно проверять термопары и датчики. Используйте инструмент для профилирования, чтобы измерить реальную температуру на печатной плате. Сравните эти цифры с показаниями на дисплее печи. Если вы заметили разницу, отрегулируйте настройки или замените неисправные датчики.
Вот простой контрольный список для калибровки:
- Проверьте все температурные зоны с помощью инструмента для профилирования.
- Сравните показания с показаниями регуляторов духовки.
- При необходимости отрегулируйте настройки.
- Замените датчики, которые не соответствуют.
- Записывайте результаты калибровки в журнал.
Примечание: Регулярная калибровка помогает поддерживать стабильность процесса. Вы своевременно выявляете проблемы и избегаете дорогостоящей переделки.
Обучение персонала
Ваша команда должна знать, как использовать и ухаживать за печью. Обучите персонал выявлять типичные неисправности и выполнять процедуры очистки. Научите их проводить калибровочные проверки и использовать инструменты для проверки. Покажите им, как обращаться с паяльной пастой и настраивать печь для каждой задачи.
| Training Topic | Why It Matters |
| ——————- | —————————– |
| Cleaning procedures | Prevents dirt and defects |
| Calibration steps | Keeps temperature accurate |
| Fault recognition | Stops problems early |
| Safe handling | Protects equipment and boards |
Вы должны проводить учебные занятия каждые несколько месяцев. Дайте своей команде четкие инструкции и проверьте их навыки. Хорошо обученный персонал поможет вам обеспечить бесперебойность и надежность процесса пайки рефлоу.
Эмодзи: 🛠️ Регулярный уход и обучение позволяют создавать прочные и высококачественные печатные платы.
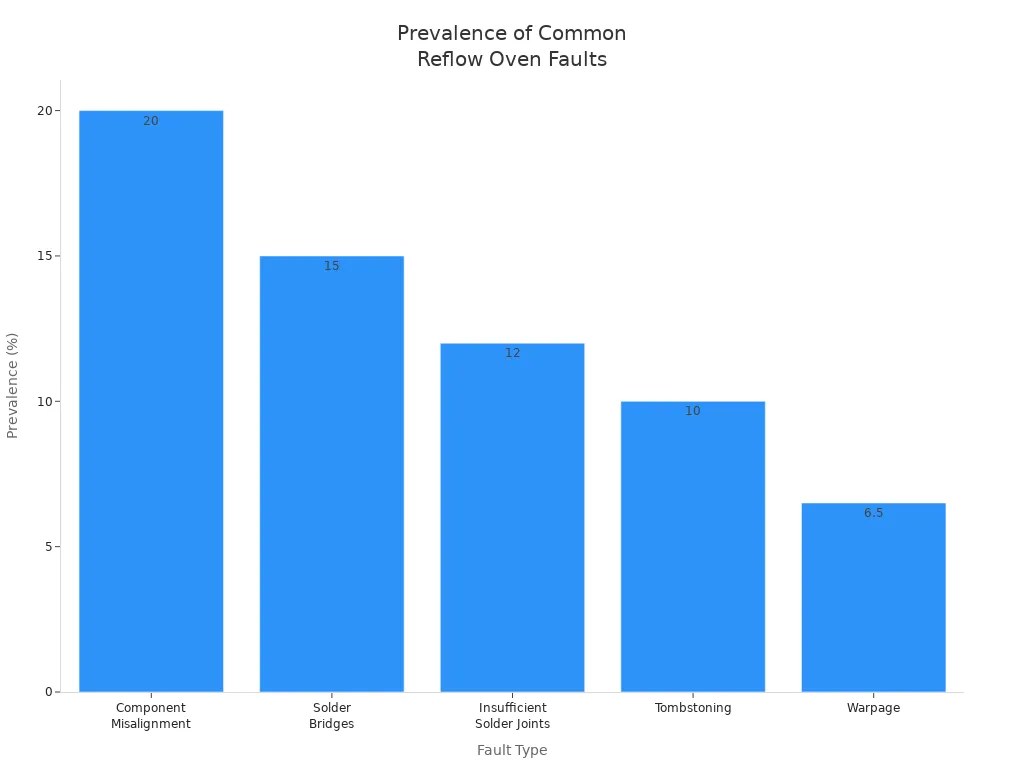
В печах для пайки рефлоу можно увидеть множество проблем. Некоторые распространенные неисправности — это паяные мостики, «надгробия», смещение и недостаточное количество паяных соединений. Эти проблемы замедляют работу и ухудшают качество печатных плат. В таблице ниже показано, как часто возникают эти проблемы и каковы их последствия:
| Common Faults | Description | Industry Prevalence | Impact on Assembly |
| ————————– | ———————————————— | ——————- | —————————- |
| Solder Bridges | Unintended solder connections are causing shorts | ~15% | Short circuits, failures |
| Tombstoning | Component lifts during reflow | ~10% | Poor electrical contact |
| Component Misalignment | Parts shifted during placement or reflow | ~20% | Weak or failed connections |
| Insufficient Solder Joints | Too little solder applied | ~12% | Weak joints |
| Warpage | PCB or component deformation | 5-8% | Misalignment, cracked joints |
Вы можете предотвратить большинство неисправностей, выполнив несколько простых шагов. Еженедельно очищайте печь и вентиляторы. Раз в месяц калибруйте температурные зоны. Перед использованием проверяйте паяльную пасту и детали. Следите за скоростью конвейера и вибрацией. Научите свою команду выявлять проблемы.
- Еженедельно очищайте камеры духовки и вентиляторы
- Ежемесячно калибруйте температурные зоны
- Перед использованием проверьте паяльную пасту и детали.
- Следите за скоростью конвейера и вибрацией
- Обучить персонал выявлению неисправностей
Хорошая пайка переплавлением улучшает качество печатных плат и обеспечивает быструю работу. Использование данных помогает устранять проблемы, прежде чем они усугубятся.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Какова наиболее распространенная неисправность печи для пайки?
Вы часто видите неравномерный нагрев. Эта проблема приводит к ослаблению паяных соединений и появлению дефектов. Для обеспечения нормальной работы печи необходимо регулярно проверять нагреватели и вентиляторы.
Как можно предотвратить образование паяных мостиков?
Вы можете использовать трафарет нужной толщины и контролировать объем паяльной пасты. Очистите печатную плату перед печатью. AOI поможет вам своевременно обнаружить перемычки.
Почему во время переплавки происходит «тумбонинг»?
Томбстонинг возникает, когда нагревательные элементы нагреваются неравномерно. Одна сторона плавится первой и приподнимает деталь. Это можно исправить, сбалансировав конструкцию нагревательных элементов и температуру печи.
Что делать, если вы обнаружили холодные паяные соединения?
Повысьте температуру печи. Используйте свежую паяльную пасту. Очистите контактные площадки перед сборкой. Эти меры помогут вам получить прочные и блестящие паяные соединения.
Как часто следует калибровать печь для пайки?
Вы должны калибровать печь каждый месяц. Используйте инструмент для профилирования, чтобы проверить температурные зоны. Записывайте результаты в журнал для лучшего контроля процесса.
Можно ли использовать просроченную паяльную пасту?
Нет, вы не должны использовать просроченная паяльная паста. Старая паста приводит к слабым соединениям и дефектам. Перед использованием всегда проверяйте срок годности.
Какие инструменты помогают вам проверять паяные соединения?
Вы можете использовать AOI для проверки поверхности и рентген для выявления скрытых дефектов. Машины SPI помогают измерить паяльную пасту перед пайкой.
Как чистка влияет на производительность духовки?
Регулярная чистка удаляет пыль и остатки флюса. Чистые печи нагреваются равномерно и служат дольше. Составьте график чистки для вашей команды, чтобы поддерживать высокое качество.