

























Yeniden akış lehimlemede soğuk bağlantıların çözülmesi acil eylem ve hassas teknik gerektirir. Lehim düzgün bir şekilde yapışmadığında soğuk bağlantı oluşur ve bu da zayıf elektrik bağlantılarına yol açar. Bu kusur, özellikle aşağıda gösterildiği gibi -10°C ila 110°C sıcaklık aralıklarında arıza oranlarını ve soyulma gerilimlerini artırır:
| Temperature Range (°C) | Solder Joint Failures | Peeling Stresses | Plastic Shear Strain |
| ———————- | ——————— | —————- | ——————– |
| -10 to 110 | High | High | Low |
Hızlı tanımlama ve etkili çözümler montaj güvenilirliğini korur. Uzman ipuçları, kalıcı performans için bu kusurların önlenmesine ve onarılmasına yardımcı olur.
Önemli Çıkarımlar
- Soğuk bağlantılar, lehim düzgün bir şekilde yapışmadığında ortaya çıkar ve zayıf elektrik bağlantılarına yol açar. Bunların erken tespit edilmesi cihaz güvenilirliği için çok önemlidir.
- Emin olun uygun termal profil oluşturma during reflow soldering. Set temperatures at least 15°C above the solder alloy’s melting point to prevent cold joints.
- Kullanım yüksek kaliteli lehim pastası ve yüzeyleri temiz tutun. Kirleticiler lehim akışını engelleyerek kusurlara yol açabilir.
- Lehim bağlantılarını düzenli olarak görsel olarak ve bir multimetre ile inceleyin. Bağlantı bütünlüğünü doğrulamak için donuk yüzeyler veya yüksek direnç olup olmadığına bakın.
- Soğuk bağlantıların hem önlenmesi hem de onarımı için yapılandırılmış bir kontrol listesi uygulayın. Tutarlı uygulamalar daha iyi lehimleme sonuçlarına yol açar.
Soğuk Bağlantılara Genel Bakış
Tanım
Soğuk Bağlantılar, yeniden akış lehimlemede yaygın bir hatayı temsil eder. Teknisyenler bu bağlantıları çarpık, beyazımsı ve bazen şişkin görünüm. IPC standartları, kendilerini diğerlerinden ayırmaya yardımcı olan çeşitli özellikleri tanımlar lehimleme sorunları:
- Eklem yüzeyi genellikle donuk veya pürüzlü görünür.
- Lehim bağlantısında şişme veya kabarma meydana gelebilir.
- Soğuk Eklemler rahatsız eklemlere benzeyebilir, ancak farklı nedenlerden kaynaklanırlar.
Lehim tamamen eriyemediğinde ve ped veya bileşen ucu ile düzgün bir şekilde bağlanmadığında soğuk bir lehim bağlantısı oluşur. Bu eksik erime elektrik direncini artırır ve bağlantının güvenilirliğini azaltır. Yaygın nedenler arasında yeniden akış sırasında yetersiz ısı, yanlış sıcaklık ayarları veya lehim soğurken meydana gelen bozulmalar yer alır. Teknisyenler donuk, dışbükey yüzeyleri tespit etmek için görsel inceleme ve artan direnci tespit etmek için multimetre testi kullanabilir.
İpucu: Always set the reflow temperature at least 15°C above the solder alloy’s melting point to minimize the risk of cold joints.
Neden Önemlidirler
Soğuk Bağlantılar elektronik montajlar için ciddi riskler oluşturur. Bu kusurlar şunlara yol açabilir kesintili bağlantıcihazların öngörülemeyen şekilde davranmasına veya uyarı vermeden kapanmasına neden olur. Artan elektrik direnci aşırı ısınmaya neden olabilir, bu da bileşenlere zarar verir ve cihaz güvenliğini tehdit eder. Mekanik zayıflık da bu bağlantıları stres altında çatlamaya veya kırılmaya eğilimli hale getirir.
Aşağıdaki tablo ana sonuçları özetlemektedir:
| Consequence | Description |
| ——————————- | —————————————————————————————————————- |
| Intermittent Connectivity | Devices may turn off or malfunction due to unreliable connections. |
| Increased Electrical Resistance | Voltage drops and overheating can occur, raising power consumption and damaging parts. |
| Signal Degradation | Sensitive circuits may experience noise, distortion, or signal loss. |
| Device Failures | Over time, cold joints can deteriorate, leading to complete device failure, especially in critical applications. |
Soğuk Bağlantılar sorun gidermeyi de zorlaştırır. Kesintili arızalar, mühendislerin sorunların kaynağını tam olarak tespit etmesini zorlaştırır. Güvenlik açısından kritik sistemlerde bu arızalar cihaz ömrünü kısaltabilir ve yangın tehlikesi riskini artırabilir.
Soğuk Eklemlerin Nedenleri
Yetersiz Isı
Yetersiz ısı is a leading cause of cold joints in reflow soldering. When the soldering process does not reach the required temperature, the solder fails to melt completely. This incomplete melting prevents the formation of strong intermetallic bonds, which are essential for reliable electrical connections. Thermal analysis research indicates that inadequate heat application leads to weakened mechanical properties and increases the risk of joint failure during thermal cycling. Technicians often observe cold joints in assemblies where the reflow profile does not match the solder alloy’s specifications. In lead-free processes, higher temperatures can sometimes cause solder to solidify too quickly, reducing hole filling and increasing the likelihood of cold joints.
İpucu: Her zaman termal profili doğrulayın PCB boyunca tutarlı ısı dağılımı sağlamak için üretime başlamadan önce.
Lehim Pastası Sorunları
Lehim pastası kalitesi ve uygulama, soğuk bağlantıların önlenmesinde kritik bir rol oynar. Lehim pastası yetersiz flux içeriyorsa veya düşük kaliteli malzemeler kullanılıyorsa, lehim akmayabilir veya yüzeyleri düzgün ıslatmayabilir. Bu da pürüzsüz, parlak bağlantılar yerine pütürlü, düzensiz bağlantılara yol açar. Bileşenlerin ve PCB pedlerinin yetersiz temizlenmesi lehimlenebilirliği engelleyen kirlilikler bırakabilir. Yüzey montaj teknolojisi çalışmaları, zayıf lehim pastası ve fluksun etkili yapıştırma için gereken kimyasal reaksiyonları bozabileceğini vurgulamaktadır. Teknisyenler yüksek kaliteli lehim pastası seçmeli ve etkinliğini korumak için uygun şekilde saklanmasını sağlamalıdır.
| Cause of Cold Joint Formation | Description |
| ————————————- | —————————————————————————— |
| Insufficient heat during soldering | Inadequate heat prevents proper reflow of solder, leading to poor wetting. |
| Inadequate cleaning of components/PCB | Impurities on surfaces hinder the solder’s ability to wet properly. |
| Quality of solder paste and flux | Poor materials fail to achieve the necessary chemical reactions for soldering. |
Süreç Rahatsızlıkları
Titreşim, yanlış hizalama veya yetersiz kart desteği gibi proses bozuklukları da soğuk bağlantılara katkıda bulunabilir. Yeniden akış lehimleme sırasında, küçük parçalar yüzebilir Erimiş lehim üzerinde ve amaçlanan konumlarından uzaklaşırlar. PCB'nin titreşimi veya zıplaması, özellikle kart uygun destekten yoksun olduğunda, genellikle bu yanlış hizalamalara neden olur. Yanlış yeniden akış fırını ayarları ve insan hatası riski daha da artırır. Bileşenler lehim katılaşması sırasında sabit kalmadığında, ortaya çıkan bağlantılar genellikle güç ve güvenilirlikten yoksundur.
- Küçük bileşenler yüzebilir ve hedef lehim bağlantılarından ayrılabilir.
- Titreşim veya sıçrama, bileşenlerin kaymasına veya eğilmesine neden olabilir.
- PCB için yetersiz destek, yanlış hizalama riskini artırır.
Soğuk bağlantılar genellikle bu faktörlerin birleşiminden kaynaklanır. Teknisyenler, hataları en aza indirmek ve sağlam lehim bağlantıları sağlamak için sürecin her aşamasını izlemelidir.
Soğuk Eklemlerin Önlenmesi
Termal Profil Oluşturma
Termal profilleme, lehimleme hatalarının önlenmesinde kritik bir adımdır. Teknisyenler kullanır sıcaklık profili oluşturma Lehim bağlantı kalitesini doğrudan etkileyen yeniden akış sürecini kontrol etmek için. İyi tasarlanmış bir sıcaklık profili flux'ı etkinleştirir, uygun ıslatma sağlar ve soğutma oranlarını yönetir. Bu eylemler kusur riskini azaltır.
Uzmanlar birkaç etkili termal profilleme tekniği önermektedir:
- Rampa-Sıçrama-Spike (RSS) profili
- Rampadan Sipike (RTS) profili
- Termal stresi önlemek için saniyede 1-5°C arasında kontrollü rampa hızı
Hassas bir termal profil, her PCB'nin doğru zamanda doğru sıcaklığa ulaşmasını sağlar. Sıcaklık yetersiz kalırsa, lehim iyi yapışmayabilir ve zayıf bağlantılara yol açabilir. Aşırı ısı bileşenlere zarar verebilir ve ürünü bozabilir. Koruyarak doğru termal koşullarüreticiler güçlü lehim bağlantıları elde eder ve soğuk bağlantı oluşumunu önemli ölçüde azaltır.
İpucu: Tutarlı sonuçlar elde etmek için her yeni montaj partisi için termal profili düzenli olarak izleyin ve ayarlayın.
Lehim Pastası Kalitesi
Lehim pastası kalitesi, güvenilir bağlantıların oluşturulmasında hayati bir rol oynar. Bu nedenle akı türü bağlantı kalitesini etkiler. Suda çözünen flakslar hızlı bir şekilde etkinleşir ancak yeniden akış sırasında yeniden oksidasyona neden olabilir. Daha ince lehim partikülleri şablon baskı tutarlılığını artırır, ancak yüzey oksidasyonunu artırarak lehimlemeyi daha zor hale getirebilir.
Lehim pastası kalitesini değerlendirmek için temel kriterler şunlardır:
- Lehim hatalarının çoğu bu aşamada başladığı için tutarlı şablon baskısı
- Depozit hacmini ve yerleşimini kontrol etmek için etkili lehim pastası denetimi (SPI)
- Oksitlenmeyi önlemek için soğutma ve hava geçirmez kaplar gibi uygun depolama
- Kullanmadan önce macunun oda sıcaklığına ulaşmasına izin verilmesi ve havaya maruz kalmanın en aza indirilmesi
Kötü kullanım veya depolama, macunun bozulmasına ve zayıf bağlantılara neden olur. Teknisyenler depolama ve kullanım için her zaman üretici yönergelerini takip etmelidir. Tutarlı süreç izleme ve düzenli operatör eğitimi kusur riskini daha da azaltır.
Not: Lehimleme kusurlarının 60%'den fazlası şablon baskı hatalarından kaynaklanmaktadır. Bu aşamada dikkatli bir inceleme, sonraki birçok sorunu önler.
PCB Hazırlama
Uygun PCB hazırlama optimum lehim bağlantısı oluşumunu sağlar. Sektör uzmanları, PCB'leri yeniden akış lehimlemeye hazırlamak için birkaç adım önermektedir:
| Step | Recommendation |
| —- | ————————————————————————————————– |
| 1 | Optimize PCB design to minimize shadowing and ensure even solder distribution. |
| 2 | Ensure clean surfaces to achieve an optimal wetting angle; use pre-fluxing to remove contaminants. |
| 3 | Control soldering temperature and duration to manage intermetallic compound formation. |
| 4 | Use flux to reduce surface tension and promote solder flow. |
| 5 | Implement effective inspection techniques to identify defects early. |
| 6 | Maintain consistency in process parameters, including solder bath composition. |
| 7 | Understand common defects and their causes for effective troubleshooting. |
PCB yüzeylerinin temizliği çok önemlidir. Kir, oksidasyon ve yağ gibi kirleticiler uygun lehim yapışmasını önler. Oksidasyon metal yüzeylerde bir bariyer oluşturarak lehimlemeyi daha az etkili hale getirir. Teknisyenler montajdan önce PCB'leri her zaman temizlemeli ve kalan kirleticileri gidermek için ön akıtma kullanmalıdır.
Çevresel faktörler de rol oynamaktadır. Yüksek nem lehim pastasına neden olabilir nemi emerek etkinliğini azaltır. Sıcaklık dalgalanmaları lehimin erimesini ve katılaşmasını bozarak kusur riskini artırır. Üreticiler tutarlı sonuçlar elde etmek için montaj alanındaki çevresel koşulları kontrol etmelidir.
İpucu: Düzenli operatör eğitimi, personeli doğru lehimleme tekniklerini uygulamak ve olası sorunları erkenden tespit etmek için gereken becerilerle donatır.
Teknisyenler termal profil oluşturma, lehim pastası kalitesi ve PCB hazırlığına odaklanarak soğuk bağlantıların çoğunu daha oluşmadan önleyebilir. Tutarlı temizlik, dikkatli lehim uygulaması ve sürekli süreç izleme, güvenilir lehimleme uygulamalarının temelini oluşturur.
Soğuk Bağlantıların Belirlenmesi
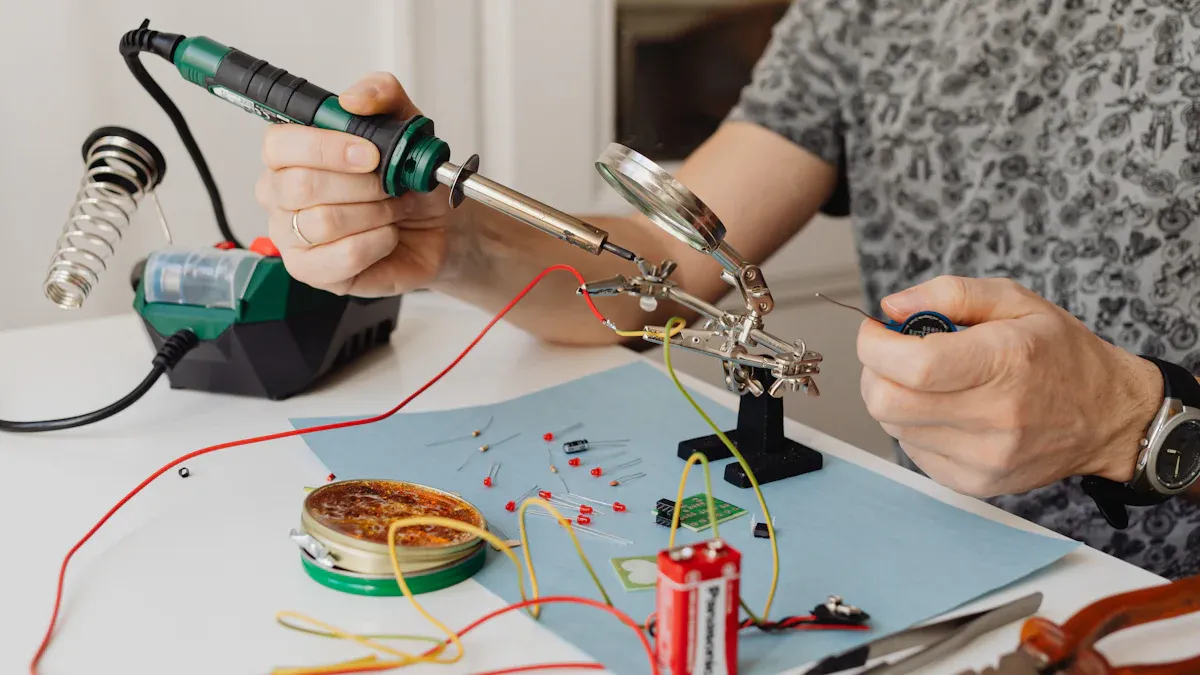
Görsel Denetim
Teknisyenler şunlara güvenir görsel denetim monte edilmiş PCB'lerdeki soğuk bağlantıları belirlemenin ilk adımı olarak. Düşük lehimleme kalitesine işaret eden belirli göstergeler ararlar. En güvenilir kriterler yüzey görünümü, fiziksel kusurlar ve bileşen hizalamasını içerir. Soğuk bir bağlantı genellikle iyi biçimlendirilmiş lehim bağlantılarında görülen parlak yüzey yerine donuk, grenli bir yüzey gösterir. Bileşen ve ped arasındaki çatlaklar veya boşluklar eksik bağlanma olduğunu gösterir. Düzgün bir şekilde akmak yerine top benzeri bir şekil oluşturan lehim, yetersiz ısıya veya zayıf ıslanmaya işaret eder. Bileşenin kalkık veya pedin dışında göründüğü kaldırma uçları, altında soğuk bir bağlantıyı gizleyebilir.
| Indicator | Description |
| ————————————————————————————————————————————— | —————————————————————————- |
| Donuk, Grenli Görünüm | Indicates insufficient heat during soldering, leading to poor conductivity. |
| Cracks or Gaps | Visible separations between the component and pad signal a cold joint. |
| Ball-Like Shape | Solder that beads up instead of flowing smoothly suggests a lack of bonding. |
| Lifting Leads | Components that appear off the pad may indicate a cold joint underneath. |
Teknisyenler ayrıca denetim sürecini hızlandırmak için bir kontrol listesi kullanırlar:
- Parlak ve pürüzsüz yerine donuk, grenli görünüm
- Bileşen ve ped arasında gözle görülür çatlaklar veya boşluklar
- Düzgün akmayan top benzeri lehim şekli
- Bileşenlerin uygun şekilde bağlanmadığını gösteren kaldırma uçları
İpucu: İnceleme sırasında görünürlüğü artırmak ve ince kusurları yakalamak için büyütme araçlarını kullanın.
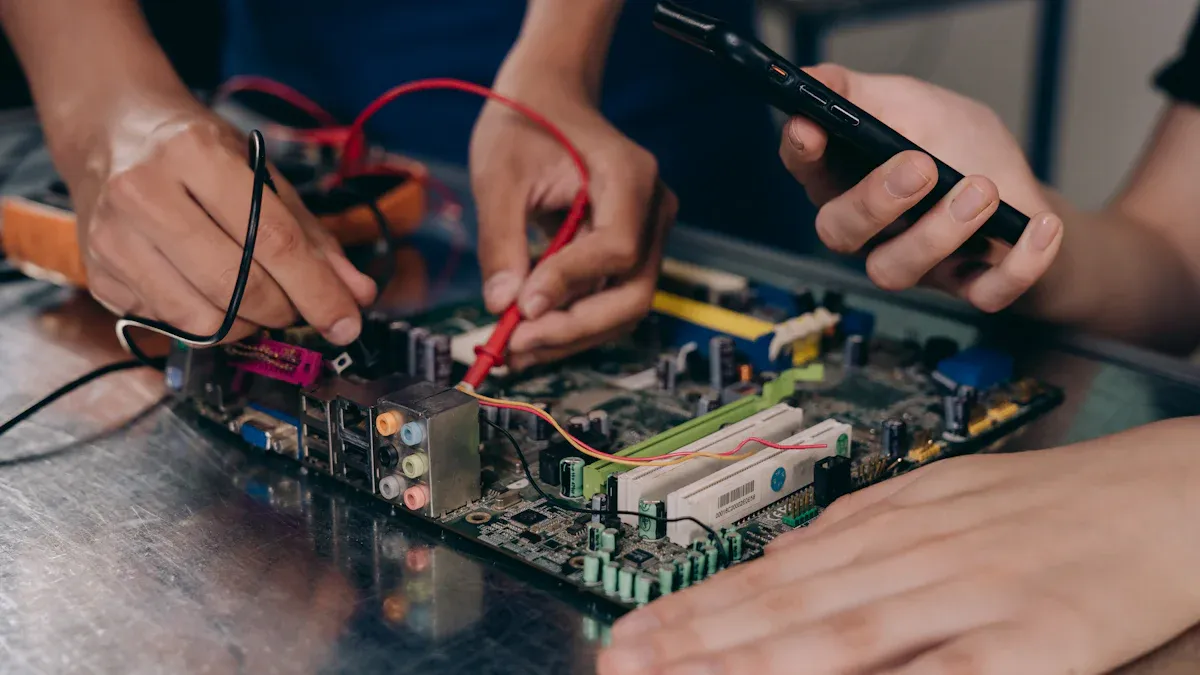
Multimetre Testi
Multimetre testi, aşağıdakileri doğrulamak için güvenilir bir yöntem sağlar soğuk eklemler görsel incelemeden sonra. Teknisyenler multimetreyi direnç ölçümü ve probları bileşen uçlarına ve PCB pedlerine yerleştirin. Düzgün lehimlenmiş bir bağlantı düşük direnç ve kararlı süreklilik gösterir. Buna karşılık, soğuk bir bağlantı genellikle daha yüksek direnç gösterir veya bir okuma kaydedemez, bu da zayıf bir elektrik bağlantısına işaret eder. Bu yaklaşım teknisyenlerin çıplak gözle görülemeyen hatalı bağlantıları tespit etmesini sağlar.
Multimetre testi, diğer teşhis yöntemlerine kıyasla etkinliği ile öne çıkar. Hem direnci hem de sürekliliği ölçerek zayıf veya kesintili bağlantıların belirlenmesine yardımcı olur. Bir bağlantı yüksek direnç gösterdiğinde, teknisyenler bağlantının güvenilmez olduğunu ve onarılması gerektiğini bilir. Bu teknik, her bağlantının iletkenlik ve güvenilirlik için gerekli standartları karşılamasını sağlar.
Not: Kapsamlı bir kapsama sağlamak ve gizli kusurları gözden kaçırmamak için PCB üzerinde her zaman birden fazla noktayı test edin.
Soğuk Derzlerin Sabitlenmesi

Sıcak Hava Tamiri
Sıcak havayla yeniden işleme, özellikle BGA'lar gibi karmaşık montajlarda kusurlu lehim bağlantılarının onarımı için hassas bir yöntem sunar. Teknisyenler güvenilir sonuçlar elde etmek için sistematik bir yaklaşım izler:
- Çalışma Alanını Hazırlayın: PCB'yi sabitleyin ve gerekli tüm aletleri ayarlayın.
- PCB'yi önceden ısıtın: 1-2 dakika boyunca 100°C ile 150°C arasında ayarlanmış bir ön ısıtıcı kullanın. Bu adım termal şoku azaltır ve ısının eşit olarak dağılmasına yardımcı olur.
- Eski Bileşeni Çıkarın: Hedef bölgeyi 220-250°C'ye ısıtın. Bileşeni nazikçe kaldırmak için bir vakum aleti kullanın.
- Pedleri Temizleyin: Kalıntı lehimi bir fitil ile çıkarın ve alanı izopropil alkol kullanarak temizleyin.
- Flux uygulayın: Lehim akışını desteklemek için pedlerin üzerine ince, eşit bir akı tabakası yayın.
- Yeni Bileşeni yerleştirin: Yedek parçayı dikkatlice hizalayın. Gerekirse yeni lehim topları takın.
- Sıcak Hava ile Yeniden Akış: Sağlam bağlantılar oluşturmak için önerilen sıcaklık profilini izleyin.
- Soğutun ve inceleyin: Levhanın doğal olarak soğumasını bekleyin. Birleşim yerlerini kalite açısından inceleyin.
İpucu: Termal gerilimi ve mikro çatlakları önlemek için kartı her zaman kademeli olarak soğumaya bırakın.
Sıcak havayla yeniden işleme sırasında güvenlik en önemli öncelik olmaya devam etmektedir. Aşağıdaki tabloda temel önlemler özetlenmektedir:
| Güvenlik Önlemleri | Description |
| —————————————————————————————————————— | —————————————————————– |
| Avoid Excessive Temperature | Set temperatures based on component heat tolerance. |
| Gradual Heating | Increase temperature slowly to avoid thermal shock. |
| Appropriate Airflow | Adjust airflow to prevent displacement of small parts. |
| Even Heating | Move the hot air tool continuously for uniform heat distribution. |
| Anti-static Measures | Use anti-static wrist straps and mats. |
| Protective Measures | Wear safety glasses to guard against solder splashes. |
| Ventilated Environment | Work in a well-ventilated area to reduce fume exposure. |
| Equipment Inspection | Check the rework station for faults before use. |
| Cleaning and Maintenance | Clean tools after each session to maintain performance. |
Teknisyenler ayrıca ısıya dayanıklı eldiven ve maske takar, ekipmanı kullanmadan önce inceler ve sıcaklık ayarlarını yakından takip eder. Bu adımlar hassas bileşenlerin kazara hasar görmesini önlemeye yardımcı olur.
Havya Tekniği
Havya, tek tek bağlantıları onarmak için doğrudan ve kontrollü bir yol sağlar. Teknisyenler bu yöntemi delikten geçen ve yüzeye monte edilen bileşenler için kullanır. Aşağıdaki en iyi uygulamalar PCB pedlerine zarar vermeden etkili onarımlar yapılmasını sağlar:
- Havyayı lehim alaşımı için önerilen sıcaklığa ayarlayın.
- Ek yerini doğrudan ısıtarak hem pedin hem de bileşen ucunun lehimleme sıcaklığına ulaşmasını sağlayın.
- Taze lehim uygulayın derz ısındıkça, düzgün bir şekilde akmasını ve pedi kaplamasını sağlar.
- Isı transferini ve ıslanmayı iyileştirmek için yüksek kaliteli lehim ve flux kullanın.
- Ütü ve eklem arasında yeterli temas süresini koruyun, ancak pedin kalkmasını önlemek için uzun süreli ısıtmadan kaçının.
- Verimli ısı iletimi sağlamak için ucu düzenli olarak temizleyin.
Not: Doğru teknik, yeniden işleme sırasında hassas izlere veya pedlere zarar verme riskini en aza indirir.
Onarımdan sonra teknisyenler bağlantıyı parlak ve pürüzsüz bir yüzey için görsel olarak inceler. Ayrıca doğru hizalama ve fazla lehim olup olmadığını da kontrol ederler.
Flux Kullanımı
Flux plays a critical role in successful cold joint repairs. Its application improves solderability and increases the likelihood of forming strong, reliable connections. Technicians benefit from flux in several ways:
- Flux, pedlerin ve bileşen uçlarının yüzeylerindeki oksitleri giderir, bu da uygun ıslatma ve yapışma için gereklidir.
- Lehim uygulamasından önce yeni oksitlerin oluşmasını önleyerek yüzeyin lehimlenebilirliğini korur.
- Yeniden akıtmanın ıslatma aşamasında, flux aktivasyonu eşit sıcaklık dağılımı sağlar ve lehim pastası etkinliğini en üst düzeye çıkarır.
Islatma aşamasında (180-200°C) sadece 10°C'lik bir düşüş, soğuk bağlantı oluşumunu 25% kadar artırabilir. Yeniden işlemeden önce flux uygulamak bu riski önlemeye yardımcı olur ve tutarlı sonuçlar sağlar.
İpucu: Kalıntıyı önlemek ve optimum performans sağlamak için her zaman belirli lehimleme işlemi için doğru tip ve miktarda flaks kullanın.
Onarım Sonrası Testler
Onarılan bağlantıların bütünlüğünün doğrulanması uzun vadeli güvenilirlik için çok önemlidir. Teknisyenler muayene ve test yöntemlerini bir arada kullanır:
- Mikroskobik İnceleme: Yamalı ıslanma veya küçük kabarcıklar olup olmadığını kontrol etmek için bir büyüteç veya mikroskop kullanın.
- Elektrik Kontrolü: Sağlam elektrik bağlantılarını doğrulamak için bir multimetre ile direnç ve sürekliliği ölçün.
- X-ray Kontrolü: BGA'ların altındakiler gibi gizli bağlantılarda, çatlakları veya eksik ıslanmayı tespit etmek için X-ray görüntülemeyi kullanın.
Bu adımlar, onarımların hem mekanik gücü hem de elektrik performansını geri kazandırdığını teyit eder. Onarım sonrası tutarlı testler, soğuk bağlantıların montajın genel kalitesini tehlikeye atmamasını sağlar.
Hızlı Kontrol Listesi
Önleme Adımları
Teknisyenler yapılandırılmış bir yaklaşım izleyerek soğuk bağlantıları önleyebilirler. Hızlı bir kontrol listesi yüksek standartların korunmasına yardımcı olur ve kusur riskini azaltır:
- Termal profil ayarlarını doğrulayın her üretim çalışmasından önce.
- Yüksek kaliteli lehim pastası seçin ve hava geçirmez kaplarda saklayın.
- PCB yüzeylerini temizleyin kirleticileri temizlemek için iyice temizleyin.
- Şablon baskısını inceleyin tutarlı lehim pastası birikintileri için.
- Çevre koşullarını izleyin nem ve sıcaklık gibi.
- Personeli düzenli olarak eğitin yaygın lehimleme hatalarını tanımak ve önlemek için.
- Flux'ı uygun şekilde kullanın uygun ıslatma ve yapışmayı teşvik etmek için.
🛡️ İpucu: Düzenli eğitim oturumları, teknisyenlerin soğuk bağlantıları erkenden tespit etmesine ve montaj sırasında en iyi uygulamaları uygulamasına yardımcı olur.
Onarım Adımları
Standartlaştırılmış bir onarım kontrol listesi, soğuk bağlantı onarımlarında tutarlılığı ve güvenilirliği artırır. Teknisyenler etkili onarımlar için bu adımları izlemelidir:
- Çalışma alanını hazırlayın gerekli tüm alet ve güvenlik ekipmanlarıyla birlikte.
- PCB'yi önceden ısıtın termal şoku en aza indirmek için.
- Arızalı bileşeni çıkarın Sıcak hava veya havya kullanarak.
- Pedleri temizleyin bir lehim fitili ve izopropil alkol ile.
- Akı uygulayın lehim akışını ve yapışmayı arttırmak için.
- Yeni bileşeni yükleyin ve tam olarak hizalayın.
- Bağlantıyı yeniden akıtma veya lehimleme doğru sıcaklık profilini kullanarak.
- Onarılan eklemi inceleyin görsel olarak ve bir multimetre ile.
Aşağıdaki tabloda öne çıkanlar tutarlı soğuk derz onarımlarını destekleyen uygulamalar:
| Practice | Description |
| ——————————- | ————————————————————————– |
| Use proper soldering techniques | Ensures strong and reliable connections, reducing the risk of cold joints. |
| Train technicians | Helps in quickly identifying and fixing soldering defects. |
| Inspect PCBs post-soldering | Ensures quality control and compliance, preventing defects. |
🔍 Not: Büyütme ve elektrik testleri ile onarım sonrası inceleme, her bir bağlantının bütünlüğünü doğrular.
Sektör uzmanları soğuk bağlantıları önlemek için çeşitli stratejiler önermektedir:
- Sıcaklık kontrolü için serpme makinelerini kalibre edin kızılötesi sensörler kullanarak.
- Operatör eğitimi ile serpme makinesi hızını ve hizalamasını optimize edin.
- Sıcak derzler ve tack katları da dahil olmak üzere doğru serme tekniklerini uygulayın.
- Termal ayrışma ve bağlantı kalitesi için düzenli denetimler gerçekleştirin.
- Otomatik kontrol sistemlerini ve termal görüntüleme kameralarını kullanın.
Süreç kontrolü ve denetim, hataların azaltılmasında hayati bir rol oynar:
| Method | Contribution to Defect Reduction |
| ——————————————————————————————————————————– | ——————————————————————— |
| İstatistiksel Süreç Kontrolü | Monitors solder paste volume and reflow temperatures for consistency. |
| Reflow Profiles | Optimizes temperatures to avoid common soldering defects. |
| Stencil Cleaning and Alignment | Prevents paste build-up and misalignment. |
| Automated Optical Inspection | Detects misalignment and solder bridges early. |
| X-ray Inspection | Finds hidden defects in complex packages. |
Teknisyenler kontrol listesini takip ederek ve sıkı süreç kontrolünü sürdürerek güvenilir sonuçlar elde eder. Düzenli denetim, güçlü lehim bağlantıları ve uzun vadeli montaj performansı sağlar.
SSS
Reflow lehimlemede soğuk bağlantılara ne sebep olur?
Soğuk bağlantılar genellikle yetersiz ısı, düşük lehim pastası kalitesi veya lehimleme işlemi sırasındaki bozukluklardan kaynaklanır. Teknisyenler bu kusurları önlemek için sıcaklık profillerini izlemeli ve temiz yüzeyler sağlamalıdır.
Teknisyenler soğuk eklemi nasıl tespit edebilir?
Teknisyenler donuk, grenli yüzeyler veya lehim etrafında çatlaklar arayarak soğuk bağlantıları tespit eder. Ayrıca yüksek direnç veya kesintili bağlantıları kontrol etmek için bir multimetre kullanırlar.
Soğuk derzler bileşeni sökmeden onarılabilir mi?
Evet. Teknisyenler birleştirme yerini yeniden ısıtmak ve taze lehim uygulamak için bir havya ve akı kullanabilir. Bu yöntem, bileşeni çıkarmadan elektriksel ve mekanik bütünlüğü geri kazandırır.
Hangi aletler montaj sırasında soğuk bağlantıları önlemeye yardımcı olur?
Temel araçlar arasında termal profilleyiciler, lehim pastası denetim sistemleri ve otomatik optik denetim ekipmanı. Bu araçlar proses kontrolünün sürdürülmesine ve tutarlı lehim kalitesinin sağlanmasına yardımcı olur.
Soğuk eklem onarımında flux neden önemlidir?
Flux oksitleri giderir ve lehim akışını iyileştirir. Lehimin ped ve bileşen ucuna düzgün bir şekilde bağlanmasına yardımcı olarak başka bir soğuk bağlantı riskini azaltır.