

























Чак и мали проблеми у вашој пећи за рефлоу могу изазвати скупе грешке и успорити производњу. Можете уочити проблеме као што су залепавање контаката, набраздавање лемилицом, промена боје остатака, порозности, заглављивање игла у јастучићу у рефлоу лемљењу. Ови проблеми се чешће јављају у оловом-бесплатној монтажи. То је зато што се користе више температуре и мање наслаге пасте за лемљење.
Поуздане пећине помажу да избегнете хладне лемне спојеве, неправилно поравнате штампане плоче и скупе поправке. Добра контрола процеса, пажљива инспекција и паметни дизајнерски избори помажу у смањењу ових кварова.
| Fault Type | Impact on Production |
| —————— | ———————- |
| Blower Fan Failure | Uneven heating, rework |
| Heater Failure | Incomplete soldering |
| Conveyor Drift | Misalignment, defects |
Кључне поруке
- Држите рефлоксну пећницу чистом. Редовно се брините о њој. То помаже да се спречи неједнако загревање. Такође помаже у спречавању хладних лемних спојева.
- Често проверавајте грејаче, вентилаторе и сензоре температуре. Уверите се да исправно раде. Ово помаже да грејање буде стабилно и равномерно.
- Гледај брзина и поравнање транспортера. Ово спречава померање делова. Такође помаже да се избегну проблеми при заваривању.
- Изаберите праву пасту за лемљење. Чувајте је на прави начин. Проверите да ли је још увек добра. Ово помаже да се спрече слабе спојеве и лоше влажење.
- Дизајнирајте ПЦБ са уравнотеженим величинама контаката. Обезбедите контактима довољно простора. Ово помаже у спречавању томбстонинга и заваривања контаката.
- Подесите правилан профил температуре за вашу рерну. Пажљиво га посматрајте. Ово помаже да се направе чврсти и поуздани лемљени спојеви.
- Проверите своје плоче помоћу SPI, AOI и рендгенских алата. Ово помаже да се дефекти открију рано. Такође помаже у побољшању контроле квалитета.
- Научите своје особље како да чисти и калибрише. Покажите им како да уоче кварове. Ово одржава ваш рефлоу процес непрекидним и ефикасним.
Неуједначено грејање

Неуједначено загревање је проблем који се често јавља у рефлоу рернама. Ако рерна не загрева сваки део подједнако, могу настати дефекти као што су томбстонинг или хладни лемљени спојеви. Такође може доћи до лошег прилепљивања. Ови проблеми чине везе слабима, а штампане плоче непоузданим. У рефлоу лемљењу чак и мала промена температуре преко плоче може изазвати велике проблеме.
Узроци
Проблеми са грејачем
Проблеми са грејачима су главни разлог неравномерног грејања. Ако један или више грејача престану да раде исправно, неки делови рерне неће се довољно загрејати. Можда ћете приметити да се неке зоне загревају брже или спорије од других. Ако се изолација, попут стаклене вуне, истроши, топлота може да побегне. Због тога су нека подручја, посебно у близини ивица или врха, хладнија него што би требало.
Проблеми са протоком ваздуха
Проток ваздуха је важан за расподелу топлоте унутар рерне. Вентилатори и дуваљке померају врући ваздух по комори. Ако се вентилатор успори, зачепи или стане, могу се појавити хладна места. Загађење млазница такође може блокирати проток ваздуха и смањити грејање. Начин на који су ваши ПЦБ и компоненте обликовани и распоређени мења кретање ваздуха. Плоче са необичним облицима или великим компонентама, као што су БГА, можда се не загревају равномерно.. Ефекти ивица на правоугаоним или дисковидним плочама могу погоршати ово.
Савет: Пажљив дизајн распореда кола и компоненти Помаже да се спречи неједнако загревање. Покушајте да не постављате велике делове близу ивица вашег штампаног плоча.
Отклањање кварова
Проверите грејаче
Започните провером сваке зоне грејања. Потражите знакове да неки грејач не ради исправно. Користите термопаре да измерите температуру у различитим зонама и упоредите је. Ако откријете проблем, поправите или замените неисправан грејач. Проверите изолацију да ли има оштећења или хабања. Добра изолација задржава топлоту унутра и помаже да температура остане стабилна.
Провери вентилаторе
Затим проверите све вентилаторе и дуваљке. Уверите се да се лако вртe и да немају прашину или наслаге. Очистите све прљаве млазнице како бисте побољшали проток ваздуха.. Промените брзину или положај вентилатора ако вам је потребан бољи проток ваздуха. Користите мрежасту траку или ивични конвејер како би ваздух могао да струји око штампане плоче. Ово помаже да топлота дође до сваког дела плоче.
- Често чистите рерну да бисте уклонили флукс и остатке.
- Пратите процес помоћу контролних графикона или SPC како бисте рано уочили промене температуре.
- Користите AOI системе за откривање дефеката услед неравномерног загревања..
Ако и даље имате проблема након ових корака, обратите се произвођачу рерне за стручну помоћ.
Проблеми са транспортером
Проблеми са конвејером у вашем рефлоксна пећница Може изазвати велике проблеме. Ако транспортер не ради исправно, плоче се можда неће правилно загрејати. Плоче се такође могу померити са места. То може изазвати проблеме при лемљењу, неслагање делова или чак ломљење делова. Ови проблеми успоравају рад и повећавају трошкове.
| Conveyor Issue | Impact on PCB Quality | Prevention Measures |
| —————————– | ————————————————————————————————————————————————————————– | ———————————————————————- |
| Chain speed deviation | – Bad heating can cause cold solder joints, cracked tin, or broken parts– Short circuits– Parts can break– Slow speed makes dull solder joints– Fast speed can shock parts | – Check conveyor speed often– Watch the chain speed all the time |
| Mechanical wear of components | – Boards move unevenly and get too much or too little heat– Soldering problems– Boards do not line up– Parts can move or fall off– Work gets delayed | – Check parts often and change old ones– Watch for shaking with alarms |
Узроци
Неправилно поравнање каиша
Понекад транспортер креће у погрешном смеру или заштипа даске. Ово се дешава ако шине су превише уско или нису равно. Искривљене шине, стари лежајеви и неисправни водовици такође могу бити узрок овога. Ако се трака заглави или се тресе, даске се могу искривити или померити. Тресење са пода или од других машина може погоршати ситуацију.
- Шине које стискају или савијају даске
- Искривљене или неравне шине
- Стари лежајеви и празници
- Вибрација или заустављање транспортера
Проблеми са мотором
Проблем са мотором може зауставити транспортер или га учинити пребрзим или преспорим. Ако мотор изгуби напајање или се осигурач прегори, трака може стати. Покварени регулатори брзине, неисправни каблови или неисправан аналогни излаз могу изазвати аларме или успорити рад. Заглављени ланац или мрежаста трака такође могу зауставити кретање.
- Покварен или лош контакт регулатора
- Оштећење мотора или слаба снага
- Прегорео осигурач у колу
- Ланac погона је пао или је заглављен
- Ланчани или мрежасти појас је заглављен.
Отклањање кварова
Подесите ремен
Да бисте поправили траку која није права, проверите шине и поравнајте их. Очистите водилицу клизача и одржавајте је без прашине. Ако је трака лабава или се тресе, померите натезни ваљак да бисте је затегли. Мазите погонски ланац специјалним уљем на свака два месеца.. Проверите покретне делове да ли имају лабаве делове или чудне звуке.
Савет: Не заустављајте траку за пренос када је пећ врућа. Сачекајте да се охлади како се трака не би брзо истрошила.
Службени мотор
Ако се појас не помера, прво проверите мотор и жице. Замените све прегореле осигураче и проверите коло. Погледајте да ли је погонски ланац пао или заглављен. Ако видите а аларм за малу брзину, Проверите регулатор и аналогни излаз. Ако брзина није стабилна или се појас тресе, подмажите ланац и погонске делове. Замените све поломљене енкодере или спојнице. Поправите или замените регулатор ако је потребно.
- Чистите спољашњост машине и сваког дана одлажите смеће.
- Постојано пратите брзину конвејера и његово тресење.
- Често проверавајте делове и мењајте старе.
Већину проблема на транспортеру можете спречити одржавајући пећницу чистом и у добром стању. Често проверавање и праћење стања често вам помаже да рано откријете проблеме. Ово осигурава да ваш ПЦБ склоп ради добро и без потешкоћа.
Профил температуре
Тачан профил температуре је веома важан за добру рефлоу лемљење. Ако користите погрешан профил или ваши сензори нису исправни, можете имати проблеме као што су хладни лемни спојеви, томбстонинг и формирање лемних куглица. Сваки део процеса рефлоу лемљења захтева пажљиво праћење. Морате проверавати температуру у сваком кораку како бисте били сигурни да ваши лемни спојеви остају чврсти и добро функционишу.
Узроци
Грешке сензора
Сезори проверавају унутрашњу температуру твоја рерна. Ако се сензор поквари или даје погрешне вредности, ваша рерна може постати превише врућа или превише хладна. То може довести до неравномерног загревања ПЦБ. Можете приметити да се делови померају са свог места, да долази до мостова од калајa или да нема довољно калаја. Понекад стари калај или лоше причвршћен термопар дају погрешне податке. Каптон трака сама по себи не држи термопаре добро када се загреје. Потребно вам је олово за лемљење отпорно на високе температуре или проводљиви епоксид да се добију добри резултати.
Подешавања профила
Подешавања профила контролишу колико брзо и колико ваша пећ загрева и хлади даске. Ако подесите степен растења превисок или време натопљивања превише кратко, Можете доживети термички шок и хладне спојеве. Превише топлоте може оштетити делове или створити више поре. Недовољно топлоте оставља лем нерастопљен. Ствари као што су оптерећење пећи, издув или грешке такође могу променити ваш профил.
Ево табеле која показује како сваки део профила температуре утиче на квалитет лемне споје:
| Reflow Stage | Temperature Range & Ramp Rate | Impact of Deviations on Solder Joint Quality & Defects |
| ———— | ————————————- | —————————————————————————————————————————————————————————————————- |
| Preheat | 50–150°C, ramp rate 1–3°C/sec | Controls solvent evaporation and flux activation; improper ramping can cause solder balling |
| Soak | 150–180°C, duration 60–120s | Ensures uniform heating and oxide removal; poor soak leads to cold joints and voids |
| Reflow | 217–245°C, time above liquidus 30–90s | Critical for solder melting and joint consolidation; Одступање од 10°C повећава стопу празних места за 151ТП3Т |
| Cooling | 245–50°C, cooling rate -2 to -4°C/sec | Controls solder solidification and grain structure; improper cooling increases IMC thickness by 30%, reducing reliability |
Напомена: Добра термичка контрола може смањити дефекте за до 80% и помоћи вам да постигнете принос првог пролаза од 99.5%.
Отклањање кварова
Калибришите сензоре
Требало би да често проверавате своје сензоре. Користите термопаре или алате за профилисање да измерите стварну температуру на свом штампаном плоту. Уклоните стару лем пре него што употребите лем отпоран на високе температуре или проводљиви епоксид. Ово вам помаже да добијете тачне бројке. Користите Каптон траку само за држање жица након што прикључите термопар. Уклоните флукс са рерне и цеви. Ово спречава нетачна очитања и одржава вашу рерну у добром радном стању.
Прилагоди профил
Промените профил да одговара вашој плочи и пасти за лемљење. Подесите брзине наглог загревања и времена утапања за ваше компоненте. За захтевне плоче користите a профил натопљења и наглог пораста. Ово помаже да се топлота равномерно распореди и смањује празнине. За БГЕ, профил успона ка шиљку може помоћи да се заустави дефекти главе на јастуку. Пажљиво пратите време изнад ликвидуса и вршну температуру. Користите AOI и рендгенске зраке за откривање дефеката. Промените профил ако уочите проблеме.
Пратите ове кораке да бисте одржали правилан профил температуре:
- Измерите температуре ПЦБ помоћу алата за профилисање, а не само подешавања рерне.
- Прилагодите зоне натапања и претходног загревања за равномерно загревање.
- Подесите време изнад ликуеса и вршну температуру за вашу лемилицу.
- Размислите о топлотној маси ваших ПЦБ при подешавању времена.
- Тестирајте и мењајте профиле на основу онога што видите.
- Контролишите брзине хлађења за чврсте лемне спојеве.
- Поштујте правила произвођача у вези са температурним ограничењима.
Савет: Проверите профил рерне барем једном недељно. или након што га поправите. Праћење у реалном времену помаже вам да рано уочите проблеме.
Премошћавање лемом

Мостови лемила настају када се лемило споји на контактне површине које не би смеле да додирују. То изазива кратак спој и може оштетити ваш штампани плоч. Често то видите након преток лемљења са финим кораком.
Узроци
Вишак пасте
Прекомерна употреба пасте за лемљење је главни узрок мостова. Ако нанесете вишак пасте, она се може раширити и повезати контактне плочице. Ово се дешава ако је шаблон дебео или су отвори превелики. Лоша контрола количине пасте или коришћење застареле пасте такође може изазвати проблеме.
Дебљина трафарета
Дебелина трафарета одређује колико пасте за лемљење се наноси на сваки контакт. Дебео трафарет наноси превише пасте. Велике или искривљене рупе на трафарету пуштају пасту тамо где не би смела. Танки трафарети, око 0,1–0,15 мм, помозите да се заустави премошћавање за мале делове.
Дизајн јастука
Дизајн падова је важан за спречавање мостова лемила. Падови који су превише близу или су погрешно обликовани могу заробити лемило. Вија на падовима или Недостаје маска за лемљење Између плочица пустите калај да тече и направи мостове. Прљаве или рђаве плочице такође спречавају да се калај правилно залепи.
Савет: Увек очистите ПЦБ и проверите да ли има прашине, уља или старог флукса пре него што нанесете пасту за лемљење.
Главни узроци заваривања премоста су:
- Лош дизајн ПЦБ прикључка (Јастучићи превише близу, неравномерно, или вија на подлошкама)
- Погрешан или искривљен дизајн траса
- Превише или премало пасте за лемљење
- Лоша или стара лемилна паста
- Запрљана ПЦБ (прашина, вода, уље или остаци флукса)
- Погрешно профил температуре рефлоуа
Отклањање кварова
Контролиши запремину пасте
Можете спречити мостове коришћењем праве количине лемиласте пасте. Изаберите шаблон одговарајуће дебљине за ваше компоненте. За компоненте са финим кораком користите шаблон дебљине 0,1–0,15 мм. Проверите да су рупе на шаблону отприлике 80–90% величина подлошке. Користите алате за инспекцију да проверите количину пасте и где она иде.
Оптимизујте шаблон
Проверите дизајн шаблона и уверите се да је правилно поравнато. Рупе треба да одговарају величини и облику плочице. Заобљене рупе помажу да се олово не нагомилава у угловима. Поравнајте шаблон пре штампања. Често чистите шаблон како се паста не би нагомилавала.
Преглед дизајна
Погледајте распоред ваших ПЦБ и покушајте да направите више простора између контаката. Додајте маску за лемљење између контаката да спречите разливању лемилице. Користите облике контаката који помажу лемилици да се нанесе на право место. Изаберите завршне третмане попут ENIG или уроњеног калаја за боље влажење лемилице.
| Troubleshooting Area | What You Should Do |
| ——————– | ————————————————————————————————————————– |
| Solder Paste Volume | Use the right stencil thickness and hole size; check paste spots |
| Stencil Design | Line up the stencil; use rounded holes; clean the stencil often |
| Pad & Circuit Layout | Make pads farther apart; add solder mask; use good pad shapes |
| Reflow Profile | Heat slowly; do not use too high peak heat |
| Inspection | Користите AOI или рендген да рано откријете мостове. |
Напомена: AOI и рендгенски системи вам помажу да брзо пронађете мостове лема. Рано откривање штеди време и смањује трошкове поправке.
Ако урадите ове ствари, можете спречити већину краткоспојника од лемила. Добра контрола, паметан дизајн и често проверавање одржавају ваше штампане плоче безбедним и исправним.
Тоубстoнинг
Томбстонинг је проблем који можете видети током рефлоу лемљења. То се често дешава са мали делови као што су чипови, отпорници и кондензатори. Један крај дела се подиже и стоји усправно, као надгробни споменик. Ово може прекинути коло и учинити да ваш ПЦБ не ради добро.
Узроци
Неуједначено грејање
Неуједначено грејање је главни разлог за тоубстонинг. Ако обе плочице не добијају исту температуру, једна плочица прва растопи калај. То подиже компоненту на једној страни. Ово можете приметити ако ваша пећница загрева неједнако или ако дизајн штампане плоче чини једну плочицу врућом. Грејаћи елементи у близини плочице или различита ширина трагова такође могу изазвати овај проблем.
- Силе влажења нису уравнотежене на обе стране.
- Падс се загревају у различитим временима и на различитим температурама.
- Брзо загревање или лоша термичка контрола могу да погоршају.
Ако често виђате томбстонинг, проверите свој профил температуре рерне. Уверите се да се обе плоче загревају истом брзином.
Величина јастучића
Дизајн падова је важан за томбстонинг. Ако падови нису исте величине или облика, калај се топи у различитим тренуцима. Велики или неравни падови олакшавају да се компонента подигне. Ако паста за лемљење није нанесена равномерно, то такође може изазвати проблеме. Мале или неправилно обликоване компоненте су склоније томбстонингу.
- Падс су превелики или нису исте величине.
- Распоред отвора није ни на једној ни на другој страни.
- Рупе на шаблону нису добро дизајниране.
Отклањање кварова
Баланс грејања
Можете зауставити томбстонинг загревањем оба пад-а на исти начин. Подесите свој профил рефлукса Загревајте полако и одржавајте стабилну температуру. Користите термалне алате да бисте пронашли вруће или хладне тачке. Очистите рерну и штампане плоче да бисте спречили оксидацију, која може успорити топљење на једној страни. Изаберите легуре за лемљење као што је SAC305 које се топе у ширем температурном опсегу.
| Troubleshooting Step | What You Should Do |
| ——————– | ————————————— |
| Profile Adjustment | Heat up slowly and soak evenly |
| Oven Calibration | Use tools to check the oven temperature |
| Alloy Selection | Use solder that melts over a wide range |
| PCB Cleaning | Clean off dirt and oxidation |
Савет: Често калибрирајте своју рерну и користите СПК пратити температуру и количину лемне пасте.
Прилагоди дизајн јастучића
Проверите дизајн ПЦБ прикључака и направите да оба прикључка буду исте величине и облика. Поштујте IPC прописе за величине прикључака. Уверите се да ваш шаблон наноси исту количину пасте на оба прикључка. Користите квалитетну лемилачку пасту која се добро размазује. Поставите компоненте пажљиво и примените одговарајући притисак.
- Направите величина јастучића и распоредите подједнако са обе стране.
- Штампајте лемилни паст уједначено уз помоћ доброг шаблона.
- Користите лемилицу која није ни превише густа ни превише течна.
- Чисте ПЦБ и компоненте пре него што почнете.
Можете користити AOI и рендгенске снимке да рано откријете томпстонинг. Научите свој тим да брзо уочи и отклони проблеме. Ако се томпстонинг настави, покушајте лепљиво као Чипбондер да држи делове током рефлоуа.
Напомена: Томбстонинг се најчешће јавља код малих пасивних компоненти. Када користите ситне компоненте, још пажљивије пратите дизајн контакта и загревање.
Хладни лемнени спојеви
Хладни завари се јављају када олово не истопи у потпуности.. Ови спојеви изгледају грубо, сиво и нису сјајни. Лако пуцају и не држе делове добро. Ако не контролишете процес, хладни спојеви се често могу појавити. Ове слабе тачке могу учинити да ваша ПЦБ престане да ради ако се љуља, загреје или охлади. Морате пратити температуру и подешавања да бисте спречили овај проблем.
Узроци
Ниска топлота
Ниска температура је главни узрок хладних лемних спојева.. Ако пећница није довољно врућа, лемила се омекша, али не тече. Велики делови или контактне површине могу одводити топлоту и учинити да све остане превише хладно. То спречава лемило да створи чврст спој. Можете видети спојеве који су неравни или груби. Понекад пећница прескочи претходно загревање или не загрева равномерно. Ако опрема није правилно подешена, температура може превише да варира.
- Делови и плочице се не загревају довољно да би калај омекшао.
- Калај омекшава, али се лоше разлива
- Лоши кораци загревања, као што су изостављање претходног загревања или неравномерно загревање
- Проблеми са опремом или погрешна подешавања могу изазвати нетачну температуру.
Слабо влажење
Лоше влажење значи да калај не лепи за контактне плочице или ноге компоненти. Нечистоћа, уље или рђа могу спречити лепљење калаја. Стара паста за калај не тече нити се добро лепи. Ако флукс не делује због недовољне топлоте или је застарео, не може уклонити рђу. Превише воде у ваздуху или прашине такође може изазвати хладне лемне спојеве.
- Рђаве плочице или графитне четке спречавају лепљење калаја.
- Флукс не ради због недостатка топлоте или је стар.
- Прљавштина, уље или рђа на површини
- Стара или лоша лемилна паста
- Лемилна паста постаје превише густа или превише течна због влажног ваздуха.
Отклањање кварова
Повећај температуру
Можете поправити хладне лемне спојеве тако што ћете загрејати рерну. Подесите горњу температуру најмање 15°C изнад тачке топљења лемила.. Одржавајте ову температуру дуже од 45 секунди да би калај потпуно отапао. Проверите да ли је пећ правилно подешена. Не користите превише претходног загревања или превисоку температуру, јер флукс неће деловати. Пазите колико брзо се плоча хлади да се не би хладила преспоро.
Савет: Користите алат за профилисање да проверите стварну температуру плоче, а не само број пећи.
Проверите квалитет пасте
Увек користите нову пасту за лемљење. Баците стару или неисправну пасту и користите свежу. Чувајте пасту на хладном и сувом месту да би остала добра. Проверите да шаблон наноси праву количину пасте на плочу. Пре почетка очистите контактне површине и ноге компоненти да бисте уклонили прљавштину и рђу. Користите довољно флукса да помогнете лему да се залеми. Пазите на влагу у ваздуху да не би дошло до кварења пасте.
Препоручени кораци за решавање проблема:
- Променити подешавања рерне да одговара ономе што произвођач каже.
- Подесите горњу температуру најмање 15 °C изнад тачке топљења лемила и одржите је 45 секунди.
- Користите нову пасту за лемљење и баците стару пасту.
- Не користите превише претходног загревања, иначе ће флукс престати да делује.
- Уверите се да се плоча хлади одговарајућом брзином.
| Troubleshooting Step | What You Should Do |
| ———————— | ————————————————— |
| Oven Profile Adjustment | Set the right top heat and hold time |
| Solder Paste Quality | Use the new paste and store it in a cool, dry place |
| Cleaning and Preparation | Clean pads and leads before you start |
| Flux Usage | Use enough flux and do not overheat |
| Environmental Control | Watch for too much water and dust in the air |
Хладни лемљени спојеви чине ваш штампани плоч слабим и могу довести до његовог ломљења. Можете их спречити коришћењем праве температуре, квалитетних материјала и одржавањем чистоће. Често проверавајте свој процес и уносите измене како бисте сваки пут направили чврсте плоче.
Ветротачне и празнине
Ваздушни џепови и празнине су проблеми које можете видети при рефлоу лемљењу. Изгледају као ситне рупе или празни простори у лемним спојевима. Често их налазите на BGA компонентама и густо напуњеним плочама. Ако их не отклоните, ваша штампана плоча може ослабити и неће добро радити.
Узроци
Заробљени гас
Гасови могу да се заглаве у лемном споју током рефлоуа. Када се лемна паста загреје, она ослобађа гасове из флукса и других супстанци. Ако пећ не пусти те гасове напоље, формирају се мехурићи. Ти мехурићи се претварају у празнине или рупе. Можете видети више заробљених гасова ако користите лемну пасту са превише флукса или ако загревате пребрзо.
Влажност
Влага је још један велики узрок појаве рупа од паре. Ако у вашем штампаном плочу или компонентама има воде, она се при загревању претвара у пару. Паре пробијају лем и стварају рупе. Влагу можете добити неправилним складиштењем или од плоча које нису суве. Ако прескочите претходно печење, можете добити више рупа од паре.
Савет: Увек чувајте ПЦБ и компоненте на сувом месту. Користите запечаћене кесе или суве ормаре да бисте спречили продор воде.
Ево табеле која приказује уобичајене узроке и решења за ваздушне џепове и празнине.:
| Defect Type | Common Causes | Recommended Fixes |
| ————————- | ——————————————————————— | —————————————————————- |
| Blowholes (Pinhole Voids) | – Moisture in PCB or parts– Bad flux activation– Too much solder heat | – Pre-bake boards/parts– Control the flux amount– Heat up slowly |
| Voids | – Gas trapped by flux– Paste slump or gas forms– Big stencil holes | – Use vacuum reflow– Use less paste– Control heating speed |
Отклањање кварова
Суве штампане плоче
Можете смањити број ваздушних мехурића сушењем ПЦБ-ова пре лемљења. Претходно испеците плоче и компоненте на одговарајућој температури. Овај корак уклања воду и спречава стварање паре. Чувајте пасту за лемљење на хладном и сувом месту и употребите је пре него што се поквари.
Оптимизујте профил
Подесите профил рерне пажљиво. Користите споро загревање да бисте покренули флукс и пустили гас напоље. Подесите време натопљавања тако да се паста за лемљење равномерно истопи. Не загревајте превише брзо јер ћете заробити више гаса. За захтевне плоче користите вакуумске рефлоу пећи. Ове пећи извлаче заробљени гас и смањују празнине на мање од 10%.
Ево корака које можете предузети да бисте смањили шупљине и празнине:
- Загрејте ПЦБ довољно дуго да покренете флукс и пустите гас напоље..
- Чувајте пасту за лемљење и плоче на сувим местима како бисте спречили продор воде.
- Користите рендген и AOI да пронађете скривене празнине и проверите квалитет.
- Одржавајте пасту за лемљење и подешавања пећи константним за сваку серију.
Рентгенска инспекција вам помаже да пронађете празнине у лемним спојевима. Овим алатом можете проверити величину и број празнина без оштећивања плоче.
Такође можете да испробате ове савете за решавање проблема:
| Troubleshooting Step | Description |
| ———————————————————————————————————– | ——————————————————————– |
| Оптимизујте дизајн шаблона | Change the stencil to control the paste amount and use less paste. |
| Use low-voiding solder paste | Pick solder pastes that trap less gas and make fewer voids. |
| Control reflow thermal profile | Change preheat and soak times to help flux work and let the gas out. |
| Employ vacuum reflow ovens | Use a vacuum during reflow to pull out trapped gas and lower voids. |
Ваздушни џепови и празнине могу се појавити у 30–40% лемних спојева, углавном у БГА. Ови проблеми чине ваш ПЦБ слабијим и утичу на његов рад. Индустријска правила налажу да празнине буду мање од 25% за квалитетне плоче. Ако користите вакуумско рефлоу, празнине можете смањити на мање од 10%. Увек проверите своје плоче рендгенским снимањем како бисте рано открили и отклонили ове проблеме. Добри лемљени спојеви помажу да ваши ПЦБ трају дуже и боље раде.
Флуксни остатак
Flux residue is a problem you often see after reflow soldering. Even if you use “no-clean” flux, some residue can stay under the parts. This leftover flux can hurt your PCB, especially if it gets stuck in small spaces.
Узроци
Неспојиви флукс
Понекад изаберете флукс који не одговара вашем штампаном плочу или компонентама. Неки флукси се више шире, што помаже при савијању, али оставља више остатка. Други се не шире много, што може довести до лоших лемних спојева. хемикалије у флуксу, као што су органске киселине, амини и халиди, могу формирати лепљиве или штетне филмове. Ови филмови могу упијати воду и формирати танке влажне слојеве испод делова. Када се то догоди, можете добити већи цурећи струјни и мању поузданост, чак и ако је ваздух сув.
Савет: Начин на који дизајнирате своје делове је важан. Ниске размаке и блиски пинови задржавају више остатака магнетног тока, што може изазвати веће цурење.
Непотпуно рефлуирање
Ако ваша пећница не загрева довољно, флукс се не може у потпуности спалити или уклонити. То оставља више остатка. Ниске размаке и велике металне подлошке могу блокирати излазак гаса, заробљавајући флукс испод делова. Резин или розин у флуксу такође могу да се распадну под утицајем топлоте и воде, стварајући више јонских остатака. Ови остаци могу изазвати рђу и скратити век трајања вашег штампаног плоча.
Ево табеле која показује како Флуксни остаци могу оштетити вашу штампану плочу.:
| Aspect | What Happens | Impact on PCB Reliability |
| —————– | ———————————————— | ——————————————————- |
| Frequency | Flux residue is common, even with no-clean flux. | Residue under parts is normal in most jobs. |
| Chemical Behavior | Acids in flux can make films when it is wet. | These films can cause more leaks and less reliability. |
| Component Design | Short standoff height traps more residue. | More trapped residue means more risk of problems. |
| Flux Choice | Flux that spreads a lot leaves more residue. | More residue can mean more leaks and worse performance. |
Отклањање кварова
Користите правилни флукс
Можете смањити остатке флукса одабиром правог флукса за вашу плочу и компоненте. Користите флукс са малим остацима или без чишћења који одговара вашем процесу. Увек проверите да ли ваш флукс одговара пасти за лемљење и штампаној плочи. Промените подешавања рерне како бисте осигурали да се флукс спали и потпуно нестане. Подесите праву температуру и време за вашу рерну. Ово помаже да се флукс разгради и остави мање остатка.
- Изаберите флукс који одговара вашем штампаном плочу и компонентама.
- Подесите температуру и време рада пећи према потребама флукса.
- Испитајте нови флукс пре него што га употребите у стварним пословима.
Чисте табле
Ако и даље видите остатке, морате да Очистите своје даске. Користите средства за чишћење која су компатибилна са вашим флуксом. Изопропил алкохол или специјална средства за чишћење помажу код флукса на бази смоле. За флукс растворљив у води испрати плочу чистом водом и добро је осушити. Ултразвучно чишћење помаже код упорних мрља. Увек проверите плоче након чишћења. Користите AOI, рендген или микроскоп да бисте пронашли преостале остатке.
Ево корака које можете да пратите да бисте се решили остатка флукса:
- Сазнајте какве остатке флукса имате на својој плочи.
- Изаберите правилан начин чишћења (растварач, вода или ултразвук).
- Нежно истријте тврдокорна места меком четком.
- Исперите и потпуно осушите даску.
- Проверите и тестирајте плочу да бисте били сигурни да је чиста.
Често чишћење и проверавање ваших плоча омогућава да добро функционишу и спречава проблеме узроковане остацима флукса. Учење вашег тима како правилно чистити и руковати плочама такође помаже да постигнете боље резултате.
Неусаглашеност компоненти
Неподударност компоненти се често јавља при рефлоу лемљењу. Понекад се компоненте померају, окрећу или стоје на једном крају. Ови проблеми могу да прекину кола или направе слабе везе. Ако желите да ваши ПЦБ-ови добро раде, морате знати зашто се јавља неподударност и како да је исправите.
Узроци
Грешка у смештају
Грешке у позиционирању се дешавају када машина за узимање и постављање делова стави делове на погрешно место. Понекад машина испусти делове ван центра или их не убаци довољно дубоко у лемиласту пасту. Ако је млазница прљава или визуелни систем не ради исправно, грешке се дешавају чешће. Такође можете имати проблема ако шаблон стави превише или премало пасте на контактне површине. Када се лемиласта паста истопи, површински напон вуче део. Ако део није добро притиснут, може да плута или се помера.
Неки од главних разлога за грешке у распореду су:
- Машина за постављање и смештање не гура део довољно дубоко.
- Млазница или систем за визуелизацију су прљави или нису поравнати.
- Шablon наноси превише или премало пасте за лемљење.
- То Величине подлошке и дела не одговарају..
- Делови су постављени превише близу једни другима, посебно мали поред великих.
Ако примећујете да је много делова на погрешном месту, прво проверите подешавања машине и штампање налепница.
Вибрација транспортера
Транспортер Вибрација је још један велики узрок неусклађености. Ако се транспортер тресе или се креће превише брзо, делови могу да се помакну или извију пре него што се лем стврдне. Висока брзина вентилатора или неравномерна циркулација ваздуха у рерни такође могу померати делове. Ако су млазнице у рерни зачепљене или је брзина вентилатора превише висока, можете приметити још веће померање. Понекад плоче ударају у делове рерне или завесе док пролазе кроз њу.
Ево табеле која приказује уобичајене узроке и решења за неусклађеност.:
| Cause Category | Description | Root Cause | Suggested Remedy |
| ——————- | ——————————– | ———————————- | ———————————— |
| Conveyor vibration | Parts move during transport | Too much shaking or speed changes | Lower conveyor speed, handle gently |
| Placement errors | Parts not centered or pressed in | Pick-and-place mistakes | Calibrate machine, clean nozzles |
| Solder paste issues | Wrong amount of paste | Stencil or printing mistake | Adjust stencil, control paste amount |
| PCB design | Small parts near big ones | Layout problems | Add space, change PCB design |
| Airflow imbalance | Parts move from the oven air | High blower speed, blocked nozzles | Adjust airflow, clean oven |
Отклањање кварова
Калибрирајте положај
Можете исправити већину грешака у позиционирању провером ваше пик-енд-плејс машине. Уверите се да је свака компонента убачена напола у лемилну пасту. Очистите млазнице и проверите визуелни систем да ли има прашине или других проблема. Промените програм машине тако да одговара величини контаката и компоненти. Користите шаблон који наноси праву количину пасте. Проверите дизајн контаката и размак како би површински напон остао равномеран када се лемилна паста растопи.
Стабилизатор конвејера
Да бисте спречили проблеме са вибрацијама, одржавајте транспортер у непрекидном и равномерном раду. Смањите брзину ако се делови померају. Проверите да ли има лабавих делова или старих лежајева на транспортеру. Очистите млазнице рерне и подесите брзину вентилатора на безбедан ниво. Уверите се да ништа не додирује плоче док пролазе кроз рерну. За захтевне делове користите мале тачке лепка да их фиксирате пре рефлоуа.
Ево корака које можете предузети да бисте смањили неусклађеност:
- Калибришите машину за узимање и постављање и проверите силу постављања..
- Чисте млазнице и визуелни системи.
- Прилагодите дизајн траса и количину лемилице.
- Одржите транспортер глатким и смањите вибрације.
- Уравнотежите проток ваздуха у рерни и очистите млазнице.
- Користите лепак за делове који се лако померају.
- Промените распоред ПЦБ-а и додајте више простора ако је потребно.
- Проверите плоче након рефлоуа помоћу AOI или рендгенских зрака.
Редовне провере и мале измене помажу да ваши делови остану на правом месту. Ово чини ваше ПЦБ јачима и поузданијима сваки пут.
Проблеми са лемном пастом
Лемилна паста игра велику улогу у томе како ће ваш ПЦБ склоп испасти. Ако користите пасту која је стара или неправилно складиштена, можете добити дефекте као што су лоше влажење, хладни лемљени спојеви или чак изгубљени контакти. Морате знати шта узрокује проблеме са лемилном пастом и како их решити.
Узроци
Складиштење
Морате правилно складиштити пасту за лемљење. Ако пасту оставите на отвореном, може се осушити или упијати влагу. Високе температуре узрокују раздвајање или згушњавање пасте. Ако пасту чувате у фрижидеру, успоравате хемијске промене. Увек треба да пасту чувате у затвореним посудама. Ако уђу ваздух или вода, паста може брзо да се поквари.
Савет: Чувајте пасту за лемљење на температури од 2–10 °C на сувом месту. Користите затворене тегле или цевчице како бисте спречили улазак ваздуха и влаге.
Истека
Паста за лемљење има рок трајања. Ако користите превише стару пасту, флукс унутар ње можда неће добро функционисати. Стара паста може постати згрушена или исушена. Можете приметити лоше штампање, неправилно распоређивање или слабе лемне спојеве. Увек проверите датум истека пре коришћења пасте. Ако видите пасту која изгледа суво, раздвојено или има необичан мирис, немојте је користити.
| Paste Condition | What You See | What Can Go Wrong |
| ————— | ———————- | ————————— |
| Fresh | Smooth, shiny, spreads | Good wetting, strong joints |
| Expired | Dry, lumpy, separates | Poor wetting, weak joints |
| Bad Storage | Thick, crusty, watery | Voids, cold joints, defects |
Отклањање кварова
Инспектирајте пасту
Увек пре коришћења проверите лемну пасту. Погледајте боју и текстуру. Свежа паста изгледа глатко и сјајно. Ако приметите грудвице или сува места, одбаците је. Испитајте мирис пасте. Ако мирише кисело или необично, можда је лоша. Користите шпатулу да промешате пасту. Ако се не меша добро, немојте је користити.
- Проверите рок трајања на сваком теглу или цевчици.
- Потражите знакове сушења, одвајања или грудвица.
- Промешајте пасту и проверите да ли се лако размаже.
Упозорење: Коришћење лоше пасте за лемљење може изазвати дефекте при лемљењу које је касније тешко отклонити.
Контролишите окружење
Морате контролисати услове у којима складиштите и користите пасту за лемљење. Држите просторију хладном и сувом. Висока влажност узрокује да паста упија воду, што доводи до порозности и лоших спојева. Не остављајте пасту напољу предуго. Узмите само онолико колико вам је потребно за посао. Неискоришћену пасту одмах вратите у фрижидер.
| Environment Factor | What You Should Do | Why It Matters |
| —————— | ——————— | ———————– |
| Temperature | Keep at 2–10°C | Stops paste from drying |
| Humidity | Keep below 60% | Prevents water uptake |
| Air Exposure | Use sealed containers | Stops oxidation |
Можете користити књигу евиденције да пратите када отворите и употребите сваку теглу пасте. Ово вам помаже да избегнете коришћење застареле или неисправне пасте. Научите свој тим да проверава пасту сваки пут пре штампања.
Добар лемилни калем ствара чврсте, поуздане спојеве. Ако контролишете услове складиштења и често проверавате калем, смањујете ризик од дефеката и обезбеђујете непрекидан и непречен процес монтаже штампаних плоча.
Упијање и недовољно олово
Упијање и недовољно лемљење Постоје два проблема која могу учинити вашу монтажу штампаних плоча слабом или непоузданом. Ако приметите танке, растегнуте лемне спојеве или места где нема довољно калаја, можда имате ове проблеме. Морате знати зашто се јављају и како их решити како би ваше плоче биле чврсте и безбедне.
Узроци
Дизајн јастука
Pad design plays a big role in solder wicking. If you use pads that are too small or have long traces connected, solder can flow away from the joint. This is called “wicking.” The solder moves along the copper trace instead of staying on the pad. You might see this more with fine-pitch parts or when you use narrow pads. Sometimes, exposed copper or long thermal reliefs can pull solder away from where you need it.
Савет: Увек проверите величину и облик вашег прикључка пре него што започнете монтажу. Добар дизајн прикључка помаже да лем остане на правом месту.
Низак волумен пасте
Низак волумен пасте значи да немате довољно лемилна паста на прикључку. Ако користите шаблон са малим или зачепљеним отворима, штампа се мање пасте. Стара или сува лемилна паста такође може бити узрок. Када нема довољно пасте, спој након рефлоуа изгледа танак или непотпун. Можете видети отворене спојеве или слабе везе. Овај проблем се често јавља код малих прикључака или када шаблон није добро очишћен.
Уобичајени знаци ниског волумена пасте:
- Заваривачки спојеви изгледају равни или танки
- Неки прикључци уопште немају олово.
- Компоненте се подижу или померају током рефлоуа.
Отклањање кварова
Прилагоди дизајн
Можете решити проблем увлачења калаја променом дизајна контаката. Направите контакте довољно широке да задрже праву количину калаја. Користите маску за калај између контаката и трагова да спречите његово цурење. Скратите термичке релифе или користите мање бакарне површине да бисте задржали калај на контакту. Ако дизајнирате штампану плочу са одговарајућом величином и размаком контаката, смањујете ризик од увлачења калаја.
| Design Change | How It Helps |
| ———————— | —————————— |
| Wider pads | Hold more solder |
| Solder mask between pads | Stops solder from wicking |
| Shorter thermal reliefs | Keep the solder near the joint |
Напомена: Пратите IPC стандарде за величине прикључних плочица. То вам помаже да добијете чврсте и поуздане лемне спојеве.
Повећај лепљиви текст
Ако примећујете недовољну количину лемилице, повећајте запремину пасте. Проверите шаблон да ли су отвори запушени или истрошени. Често чистите шаблон како би паста добро текла. Користите дебљи шаблон ако ваши делови захтевају више лемилице. Обавезно користите свежу лемилицу у пасти и чувајте је на хладном, сувом месту. Пре рефлоуа прегледајте отисак пасте како бисте рано уочили проблеме.
Кораци за повећање запремине пасте:
- Користите шаблон одговарајуће дебљине за ваше делове.
- Чистите трафарету након сваких неколико отисака.
- Проверите рок трајања лемне пасте и услове складиштења.
- Инспектирајте наслаге лемилице помоћу SPI (Solder Paste Inspection) алата.
Добри лемљени спојеви почињу са правим дизајном и довољном количином пасте. Ако пратите ова упутства, можете спречити упијање и недовољну количину лема да наруше квалитет ваше штампане плоче.
Недостаци рефлоу заваривања
Када користите Рефлоу лемљење, Можете наићи на неке ретке недостатке. Ови проблеми се не јављају увек, али могу изазвати велике потешкоће. Требало би да се упознате са овим проблемима како бисте их могли рано открити. Ако их брзо уочите, можете их отклонити пре него што ваша ПЦБ буде оштећена.
Уобичајени дефекти
Заваривачки набрани шав
Накупљање калаја значи да у близини компоненте видите ситне куглице калаја. Ове куглице обично се налазе поред дискретних отпорника или кондензатора. Куглице калаја се појављују када превише пасте за лемљење буде истиснуто. Ако се пећ превише брзо загреје, паста може да пукне и формира куглице. Накупљање калаја може изазвати кратке спојеве или учинити да ваша плоча изгледа неуредно.
Како уочити таласе при лемљењу:
- Мали округли лемни куглице поред ивица делова
- Перле се појављују након рефлоуа, углавном на малим компонентама.
- Плоче са вишком пасте или брзим загревањем имају више зрна.
Пуцање компоненти
Пуцање компоненти се дешава када се делови ломе током Рефлоу лемљење. Можете видети пукотине на керамичким кондензаторима или другим слабим деловима. Пукотине се могу појавити ако се пећница превише брзо загрева или хлади. Нагли температурни промени стављају напон на делове. Ако користите погрешне делове или оне са скривеним проблемима, пукотине се погоршавају.
Знаци пукотина у компонентама:
- Видите пукотине или чипове на спољној страни делова
- Кондензатори или отпорници пуцају након рефлоуа.
- Делови не пролазе електричне тестове или превише цуре.
Отклањање кварова
Оптимизујте профил
Можете спречити многе недостатке тако што ћете подешавање рерне. Загревајте и хладите пећницу полако. Обезбедите да температура расте постепено и да не шокира компоненте. Користите профил "успон–одморавање–нагли скок" за плоче са осетљивим компонентама. Проверите време изнад ликвидуса и највишу температуру за сваку серију. Користите алате за профилисање да проверите стварну температуру на вашој штампаној плочи.
Савет: Увек тестирајте подешавања рерне на пробној табли пре него што испечете велику количину.
Материјали за преглед
Изаберите делове који могу да поднесу жара Рефлоу лемљење. Користите компоненте оцењене за највишу температуру коју примењујете. Проверите техничке листове за ограничења топлоте и изаберите чврсте компоненте. Чувајте компоненте на сувом месту да бисте спречили улазак воде. Пре употребе прегледајте компоненте како бисте рано уочили пукотине или оштећења.
| Troubleshooting Step | What You Should Do |
| ——————– | ————————————— |
| Profile Adjustment | Heat and cool slowly, test with samples |
| Material Selection | Use heat-safe parts, check datasheets |
| Inspection | Look for cracks before and after reflow |
| Storage | Keep parts dry and away from water |
Можете смањити вероватноћу оштећења при заваривању и пуцања контролишући процес и бирајући праве компоненте. Пажљиве провере и добра контрола топлоте помажу вам да направите чврсте и поуздане штампане плоче.
Инспекција и контрола квалитета
Контрола квалитета вам помаже да откријете проблеме пре него што стигну до ваших купаца. Морате проверити сваки корак у вашем процесу како бисте били сигурни да ваши ПЦБ-ови добро функционишу. Добра инспекција и праћење помажу вам да избегнете скупе грешке и да ваша монтажна линија ради без проблема.
Инспекција лемилице
Инспекција лемиласте пасте (SPI) проверава количину и положај лемиласте пасте на вашим плочама. Користите SPI машине да скенирате сваки контакт након штампања. Ове машине мере висину, површину и облик пасте. Ако утврдите да има превише или премало пасте, можете то исправити пре него што пређете на следећи корак.
Зашто је SPI важан:
- Рано откривате штампарске грешке.
- Смањујете ризик од кратког споја лемом или неисправних спојева.
- Штедите време и новац тако што одмах решавате проблеме.
Савет: Увек проверите резултате SPI пре покретања рефлоу лемљења. Овај корак вам помаже да избегнете многе уобичајене дефекте.
АОИ и рендген
Аутоматизована оптичка инспекција (AOI) користи камере за откривање дефеката након лемљења. AOI проверава недостајуће компоненте, погрешне положаје и лоше лемне спојеве. Можете подесити AOI да скенира сваку плочу или само узорак из сваке серије.
Рентгенска инспекција вам омогућава да видите унутар лемних спојева. Користите рентгенске зраке да бисте пронашли скривене проблеме као што су празнине, "head-in-pillow" или лоше везе испод BGA. Рентгенске зраке су веома корисне за сложене плоче на којима не можете да видите сваки спој.
| Inspection Method | What It Finds | When To Use It |
| —————– | ——————————————- | —————————- |
| AOI | Missing parts, misalignment, solder bridges | After soldering |
| X-ray | Voids, hidden defects, BGA issues | For complex or hidden joints |
AOI и рендген вам помажу да уочите проблеме које бисте могли пропустити само својим очима.
Праћење процеса
Морате непрекидно пратити свој процес. Користите сензоре и софтвер за праћење температуре у пећи, брзине транспортера и влажности. Поставите аларме који ће вас упозорити ако нешто крене по злу. Водите евиденцију података о процесу како бисте могли уочити трендове и отклонити проблеме пре него што се погоршају.
Кључне ствари које треба пратити:
- Профил температуре рерне
- Брзина транспортера и вибрација
- Услови складиштења лемилне пасте
Можете користити контролне графиконе да пратите промене током времена. Ако уочите проблем, зауставите линију и одмах га отклоните. Редовно праћење вам помаже да ваш процес рефлоу лемљења остане стабилан, а ваше плоче поуздане.
Добра инспекција и контрола процеса помаже вам да сваки пут изградите чврсте, висококвалитетне ПЦБ.
Одрживање и превенција
Одржите рефлоксну пећницу у добром стању како бисте избегли многе проблеме. Већину кварова можете спречити праћењем једноставне рутине. Требало би да се усредсредите на чишћење, калибрацију и обуку особља. Ови кораци вам помажу да ваш процес остане стабилан, а штампане плоче поуздане.
Редовно чишћење
Прашина, флукс и лемилна паста могу се нагомилати унутар ваше пећи. Ако прљавштину оставите, може запушити проток ваздуха и изазвати неједнако загревање. Требало би често чистити комору пећи, вентилаторе и транспортер. Користите меку четку или усисивач да уклоните лабаве честице. Обришите површине безпаменим крпцем. Очистите млазнице и филтере како би ваздух слободно циркулисао.
Савет: Поставите распоред чишћења за ваш тим. Чистите рерну на крају сваке смене или барем једном недељно.
Чиста рерна вам помаже да добијете боље резултате у Рефлоу лемљење. Смањујете ризик од хладних лемних спојева и других дефеката. Такође продужавате век трајања своје опреме.
Калибрација
Калибрација пећнице обезбеђује да су ваша мерења температуре тачна. Требало би да проверавате термопаре и сензоре сваког месеца. Користите алат за профилисање да измерите стварну температуру на вашем штампаном плоту. Упоредите ове бројеве са приказом на пећници. Ако приметите разлику, подесите подешавања или замените неисправне сензоре.
Ево једноставног контролног списка за калибрацију:
- Проверите све температурне зоне помоћу алата за профилисање.
- Упоредите мерења са контролама рерне.
- Подесите подешавања по потреби.
- Замените сензоре који не одговарају.
- Запишите резултате калибрације у дневник.
Напомена: Редовна калибрација вам помаже да одржите стабилан процес. Проблеме откривате на време и избегавате скупе дораде.
Обука особља
Ваш тим мора да зна како да користи и одржава пећницу. Обучите особље да уочава уобичајене кварове и да се придржава процедура чишћења. Научите их како да спроводе провере калибрације и користе алате за инспекцију. Покажите им како да рукују пастом за лемљење и подесе пећницу за сваки задатак.
| Training Topic | Why It Matters |
| ——————- | —————————– |
| Cleaning procedures | Prevents dirt and defects |
| Calibration steps | Keeps temperature accurate |
| Fault recognition | Stops problems early |
| Safe handling | Protects equipment and boards |
Требало би да одржавате тренинге на сваких неколико месеци. Дајте свом тиму јасна упутства и проверите њихове вештине. Добро обучено особље вам помаже да ваш процес рефлоу лемљења буде непрекидан и поуздан.
Емотикон: 🛠️ Редовно одржавање и обука граде чврсте, висококвалитетне штампане плоче.
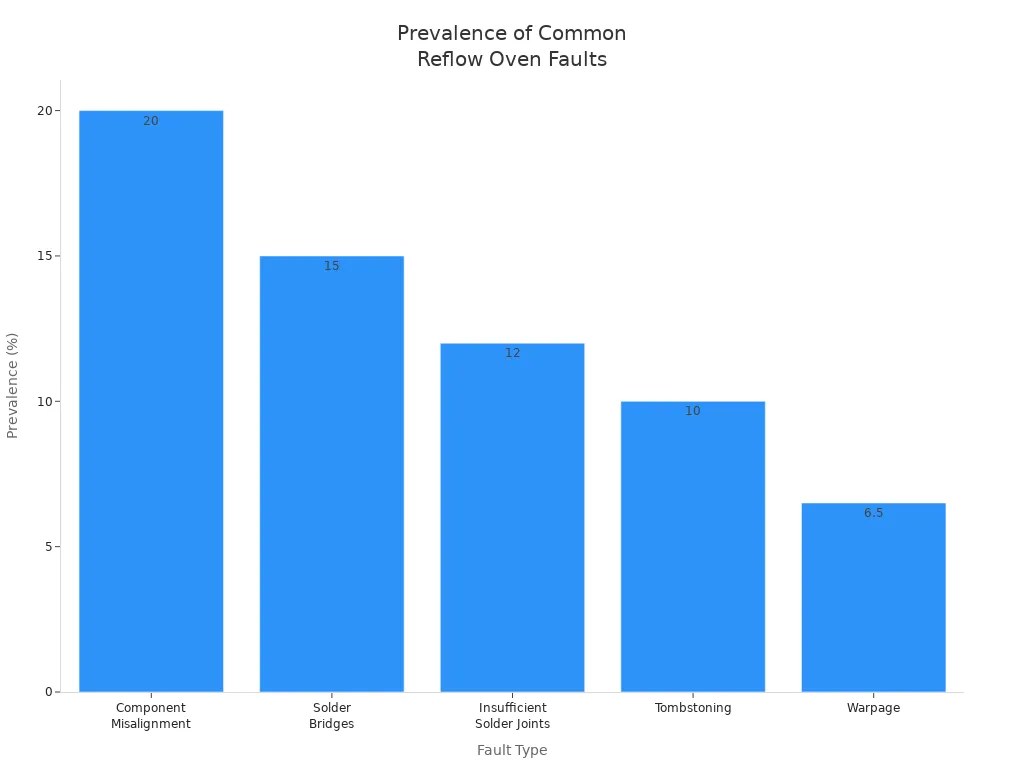
Можете видети многе проблеме у рефлоу пећима. Неки уобичајени кварови су лемилни мостови, томбстонинг, неусклађеност и недовољан број лемилних спојева. Ови проблеми успоравају ваш рад и погоршавају ПЦБ. Табела испод показује колико често се ови проблеми јављају и шта раде:
| Common Faults | Description | Industry Prevalence | Impact on Assembly |
| ————————– | ———————————————— | ——————- | —————————- |
| Solder Bridges | Unintended solder connections are causing shorts | ~15% | Short circuits, failures |
| Tombstoning | Component lifts during reflow | ~10% | Poor electrical contact |
| Component Misalignment | Parts shifted during placement or reflow | ~20% | Weak or failed connections |
| Insufficient Solder Joints | Too little solder applied | ~12% | Weak joints |
| Warpage | PCB or component deformation | 5-8% | Misalignment, cracked joints |
Можете спречити већину кварова ако пратите једноставне кораке. Чистите пећницу и вентилаторе сваке недеље. Калибришите температурне зоне једном месечно. Проверите пасту за лемљење и компоненте пре употребе. Пратите брзину транспортера и тресење. Научите свој тим како да уочи проблеме.
- Чистите коморе рерне и вентилаторе сваке недеље.
- Калибрирајте температурне зоне сваког месеца.
- Проверите пасту за лемљење и компоненте пре коришћења.
- Пратите брзину и вибрације транспортера
- Обучите особље да уочава недостатке
Добар рефлоу лемљење побољшава ПЦБ и одржава брз рад. Коришћење података вам помаже да отклоните проблеме пре него што се погоршају.
Често постављана питања
Који је најчешћи квар рефлоу пећи?
Често видите неуједначено грејање. Овај проблем изазива слабе лемне спојеве и дефекте. Требало би често да проверавате грејаче и вентилаторе како би пећ добро радила.
Како можете спречити кратак спој при лемљењу?
Можете користити одговарајућу дебљину шаблона и контролисати запремину пасте за лемљење. Очистите штампану плочу пре штампања. AOI вам помаже да рано откријете мостове.
Зашто се током рефлоуа дешава томбстонинг?
Тоубстонинг се дешава када се плочице неравно загревају. Једна страна се прва растопи и подигне део. Ово можете исправити уравнотежењем дизајна плочица и температуре пећи.
Шта треба да урадите ако нађете хладне лемне спојеве?
Повећајте температуру рерне. Користите свежу пасту за лемљење. Очистите прикључке пре склапања. Ови кораци вам помажу да добијете чврсте, сјајне спојеве.
Колико често треба да калибрирате рефлоу пећницу?
Требало би да калибришете рерну сваког месеца. Користите алат за профилисање да проверите температурне зоне. Запишите резултате у дневник ради боље контроле процеса.
Можете ли користити истеклу лемну пасту?
Не, не бисте требали да користите истекла лемилна паста. Стара лепљива маса изазива слабе спојеве и дефекте. Увек проверите рок трајања пре употребе.
Који алати вам помажу да прегледате лемне спојеве?
Можете користити AOI за проверу површине и рендген за скривене дефекте. SPI машине вам помажу да измерите пасту за лемљење пре рефлоуа.
Како чишћење утиче на перформансе рерне?
Редовно чишћење уклања прашину и флукс. Чисте пећине се загревају равномерно и трају дуже. Поставите распоред чишћења за ваш тим како бисте одржали висок квалитет.